ПОВЫШЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ЭФФЕКТИВНОСТИ ИСПОЛЬЗОВАНИЯ КОМПОНЕНТОВ БУТАН-БУТИЛЕНОВОЙ ФРАКЦИИ
ПОВЫШЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ЭФФЕКТИВНОСТИ ИСПОЛЬЗОВАНИЯ КОМПОНЕНТОВ БУТАН-БУТИЛЕНОВОЙ ФРАКЦИИ

Аннотация
Увеличение глубины переработки нефти на современных нефтеперерабатывающих предприятиях влечет за собой рост объёмов сжиженных углеводородных газов, включая бутан-бутиленовую фракцию (ББФ). Применяемые в настоящее время технологии использования углеводородов ББФ (алкилирование, изомеризация бутена-1, получение МТБЭ и т.д.) не обеспечивают рациональное использование её потенциала, что приводит к необоснованным потерям ценного углеводородного сырья и снижению общей рентабельности перерабатывающих процессов. В связи с этим целесообразно концентрирование индивидуальных углеводородов предварительной ректификацией ББФ и последующим их использованием в нефтехимических процессах. С этой целью в работе выполнено исследование двух схем ректификации ББФ — системы из трех простых колонн и технологической схемы колонны с разделительной стенкой (DWC). Вычислительный эксперимент реализован в специализированной программной среде UniSim Design. Расчёты показали, что в каждой из рассмотренных схем достигается возможность фракционирования ББФ на практически чистые компоненты изобутан, н-бутан и смесь транс-2-бутена и цис-2-бутена, присутствие которых в выделенных целевых фракциях составляет 98,1%, 98,7%, 95,2% и 100% соответственно от их номинального содержания в ББФ, что указывает на практическое отсутствие наложения фракций. Применение колонны DWC является наиболее предпочтительным, так как в этом варианте экономия тепла достигает 22%, потребность в холодильной мощности уменьшается на 19%, а в схеме присутствует меньшее количество основных и дополнительных аппаратов по сравнению с трех колонной схемой. Предлагаемое использование колонны с разделительной стенкой является быстро окупаемым и может рассматриваться как перспективное решение для промышленного внедрения.
1. Введение
В последние десятилетия глубина переработки нефти демонстрирует рост благодаря модернизации предприятий нефтеперерабатывающей промышленности. Этот процесс обусловлен ужесточением экологических норм, истощением легких месторождений и растущим спросом на высококачественные нефтепродукты. Средняя глубина переработки на современных НПЗ увеличилась до 90–97% на передовых предприятиях, что связано с внедрением технологий гидрокрекинга, каталитического крекинга и переработки тяжелых остатков .
Одним из основных процессов переработки тяжелых нефтяных остатков является каталитический крекинг. Именно в этой области наблюдается значительное количество инноваций для оптимизации процесса: создание моделей для прогнозирования, улучшения в конструкции и конфигурации реакторов и регенераторов, модификация катализаторов, сокращение выбросов , , , . Эти новшества позволили повысить эффективность процесса и увеличить глубину переработки нефти. Вместе с этим увеличилось производство сжиженных углеводородных газов и ББФ , которая является ценным сырьем для дальнейших нефтехимических процессов.
Технологическим процессом, использующим компоненты ББФ, является изомеризация бутена-1 — его каталитическое преобразование в изобутилен, требующее сырьё с содержанием этого реактанта 30-45%. Реакция протекает через кислотно-катализируемый карбокатионный механизм при минимальном присутствии примесей (<0,5% диенов). Современные катализаторы (модифицированные цеолиты, суперкислотные системы) обеспечивают селективность 90–95% по изобутилену, сохраняя молекулярный состав сырья . Разрабатываются и низкотемпературные пути олигомеризации бутена-1 на фосфорной кислоте, позволяющие повысить гибкость в производстве бензина из олефинов .
Полученный в процессе изомеризации высокочистый изобутилен служит ключевым сырьём для синтеза метил-трет-бутилового эфира (МТБЭ) — важного кислородосодержащего компонента бензинов. Процесс получения МТБЭ представляет собой жидкофазную этерификацию изобутилена с метанолом на кислотных катализаторах при умеренных условиях. Оптимальное сырьё должно содержать 15–25% изобутилена, при этом предпочтительнее использовать предварительно изомеризованную ББФ с повышенным содержанием i-C₄H₈ . В качестве катализаторов применяют сульфокатиониты, обеспечивающие выход МТБЭ 90–95% . Современные формованные катализаторы сочетают каталитическую активность с функциями массообменной насадки, повышая эффективность процесса .
Другим процессом в переработке С4-фракций является получение бутадиена-1,3 — ключевого мономера для синтетических каучуков. Окислительное дегидрирование (ОДГ) бутана и бутенов позволяет эффективно производить бутадиен-1,3 в экзотермическом процессе с выходом 50-70%, используя в качестве сырья ББФ с оптимальным соотношением н-бутана (40–60%) и бутенов (20–30%). В промышленности преимущественно используют BiMoOx-катализаторы с селективностью 60–75% по бутадиену. Альтернативы — ванадаты магния и Fe-цеолиты, а добавка промоторов (Ce, P) повышает селективность до 80%. В отличие от классического дегидрирования ОДГ характеризуется пониженным коксообразованием и энергозатратами, что делает процесс перспективным для промышленного масштабирования , , .
Помимо окислительного дегидрирования, ББФ открывает возможности для других перспективных направлений каталитической конверсии. В частности, селективные процессы гидрирования и дегидрирования бутиленов направлены на получение изобутана (i-C₄H₁₀) и изобутилена (i-C₄H₈) — ключевого сырья для нефтехимии. Оптимальным сырьём для этих процессов служит та же ББФ, но с несколько иным составом: содержание бутена-1 30–40% и бутена-2 20–30%. Гидрирование на Pt/Al₂O₃-катализаторах (80–120°C, 1–3 МПа) обеспечивает выход изобутана 85–95%, тогда как дегидрирование на Cr₂O₃/Al₂O₃ (550–650°C) даёт 70–90% изобутилена. Важно отметить, что современные катализаторы с промоторами позволяют минимизировать образование побочных продуктов (5–10%), достигая селективности до 95% для гидрирования и 85% для дегидрирования , .
Параллельно с процессами селективного гидрирования и дегидрирования бутиленов важное значение в переработке ББФ занимает каталитическое алкилирование — принципиально иной класс реакций, направленный на создание высокооктановых компонентов топлив (RON 90÷96) через карбокатионный механизм. Типовое сырьё (ББФ) содержит 40–60% изобутана и 20–30% изобутилена, обеспечивая выход алкилата 85-90% при конверсии 95–98%. Чаще всего используются жидкие катализаторы: серную кислоту (температура реакции 5–10°C, селективность 88–92%) и плавиковую кислоту (20–40°C, 90–94%) . В настоящее время ведутся активные исследования в области применения твёрдых катализаторов преимущественно на основе гетерополикислот , , , .
Как отмечено выше, для многих нефтехимических синтезов существенное значение имеет чистота реактантов, являющихся компонентами ББФ. Поиск вариантов фракционирования ББФ продолжает иметь важное промышленное значение.
Мембранное разделение ББФ представляет собой энергоэффективную альтернативу традиционной дистилляции, основанную на селективной проницаемости компонентов через полупроницаемые мембраны под действием градиента давления. В промышленности применяют полимерные (полиимиды, полисульфоны), неорганические (цеолитные, керамические) и гибридные MOF-полимерные мембраны, различающиеся по селективности и термостабильности (до 300°C). Типичная мембрана состоит из ультратонкого селективного слоя (0,1-1 мкм), пористой подложки и армирующей сетки . Процесс позволяет получать концентрат бутенов с чистотой 85–95% (выход 70–85%) и очищенный бутан чистотой 90–98% (выход 60–75%) при умеренных параметрах (1–3 МПа, 30–80°C). Современные разработки сосредоточены на MOF-материалах и комбинированных каталитико-мембранных системах, что на 40–60% снижает энергозатраты по сравнению с дистилляцией при компактности оборудования , , .
Несмотря на высокие энергозатраты (до 60% эксплуатационных расходов) и проблемы с азеотропными смесями, фракционная ректификация ББФ остается основной благодаря надежности. Процесс осуществляется в ректификационных колоннах (до 8 м диаметром) с тарелками или насадкой, обеспечивая получение изобутана, бутена-1 и изобутилена высокой чистоты. Современные разработки направлены на снижение энергопотребления через тепловую интеграцию, гибридные схемы с мембранным разделением и оптимизацию контактных устройств. Перспективы развития связаны с созданием интегрированных технологических схем, сочетающих преимущества различных методов разделения , .
Значительная интенсификация процесса фракционирования углеводородов имеет место при использовании колонн с разделительной стенкой (DWC), что делает возможным снизить энергопотребление на величину до 40% и сократить капитальные затраты (за счёт уменьшения числа аппаратов) на 15–40% относительно традиционной схемы разделения , , , . Конструктивно колонна с разделительной стенкой представляет собой аппарат, в котором за счет одной или нескольких перегородок создаются отдельные технологические зоны, выполняющие функции нескольких традиционных колонн в едином корпусе.
Цель работы — определение наиболее рациональной технологической схемы выделения из ББФ каталитического крекинга компонентов высокой чистоты для их эффективного использования в нефтехимических синтезах.
2. Методы и принципы исследования
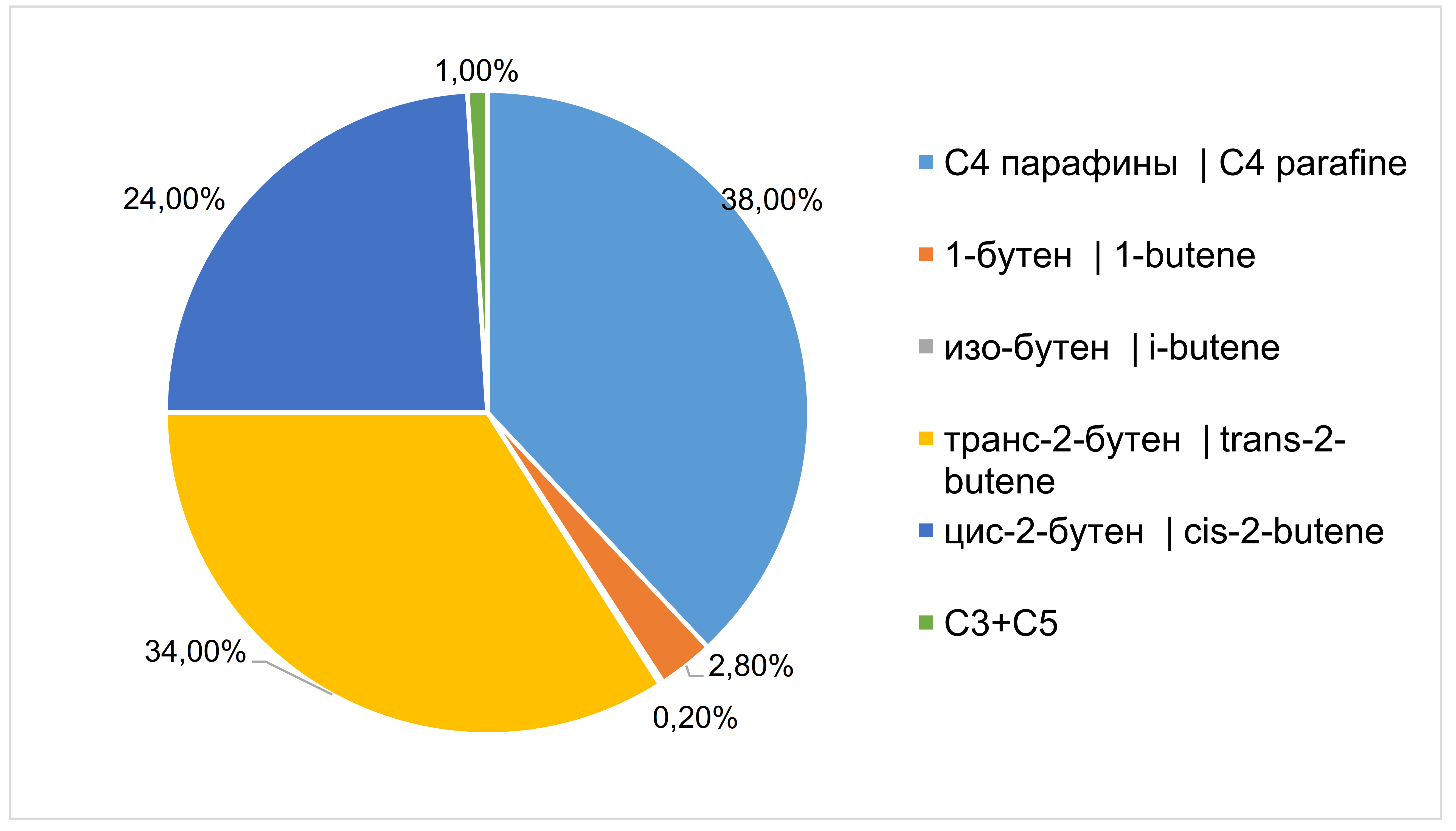
Рисунок 1 - Диаграмма состава ББФ каталитического крекинга
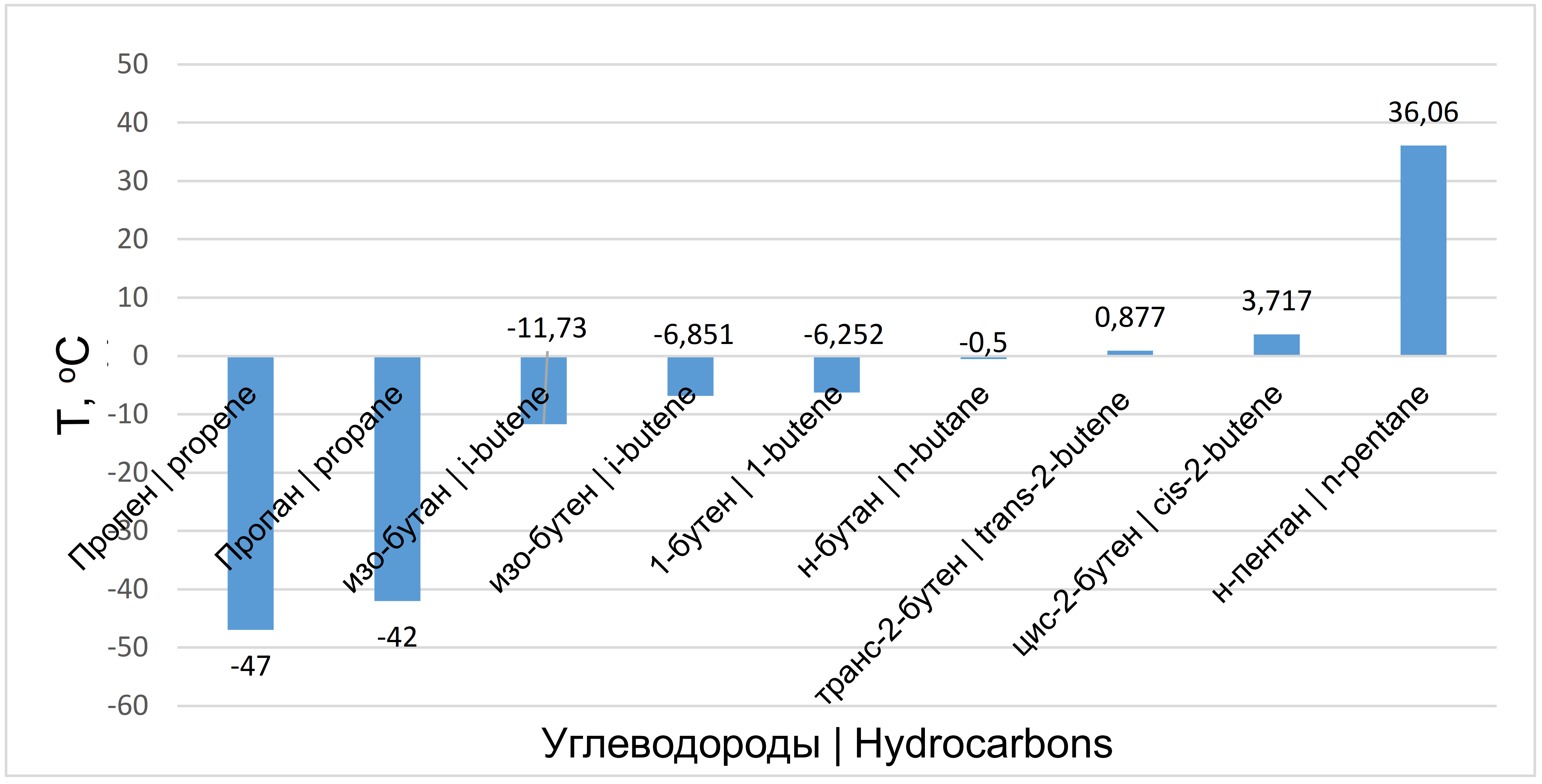
Рисунок 2 - Температура кипения углеводородов ББФ
Анализ направлений применения ББФ показал, что большинство промышленных процессов ориентировано на использование (в качестве реактанта) отдельного углеводорода, а не всей фракции. При этом значительная доля сопутствующих компонентов не вовлекается в реакцию, что приводит к образованию балластных потоков и снижению суммарной эффективности процесса. Кроме того, технологические схемы, как правило, проектируются под строго определённый состав сырья, в связи с чем изменение соотношения углеводородов в ББФ вызывает заметное снижение эффективности их работы.
Для устранения указанных ограничений предлагается проводить предварительную ректификацию ББФ с целью её разделения на более однородные (концентрированные) по углеводородному составу потоки, что позволяет в дальнейшем направлять каждый из них в нефтехимические процессы с максимальным вовлечением целевых компонентов. При этом необходимо отметить, что выделение углеводородов высокой чистоты сопряжено с определёнными трудностями ввиду их очень близких температур кипения (рисунок 2).
Исследования выполнялись с применением моделирующей программной среды UniSim Design. Для расчёта термодинамических свойств компонентов технологических потоков использовалось уравнение состояния Peng-Robinson.
3. Результаты и обсуждения
С целью концентрирования изобутана, н-бутана и совместно транс-2-бутена и цис-2-бутена рассматриваются следующие технологические варианты ректификации ББФ — схема из трёх ректификационных колонн и схема с использованием DWC. Состав потока, направляемого на фракционирование, представлен в таблице 1.
Таблица 1 - Состав потока ББФ, поступающего на ректификацию
Компоненты | Содержание, % масс. |
изобутан | i-butene | 10,87 |
изобутен | i-butene | 0,20 |
1-бутен | 1-butеne | 2,87 |
н-бутан | n-butane | 26,68 |
транс-2-бутен | trans-2-butene | 34,81 |
цис-2-бутен | cis-2-butene | 24,57 |
Итого | 100,00 |
Схема ректификации ББФ из трёх колонн, реализованная в среде Unisim Design, показана на рисунке 3.
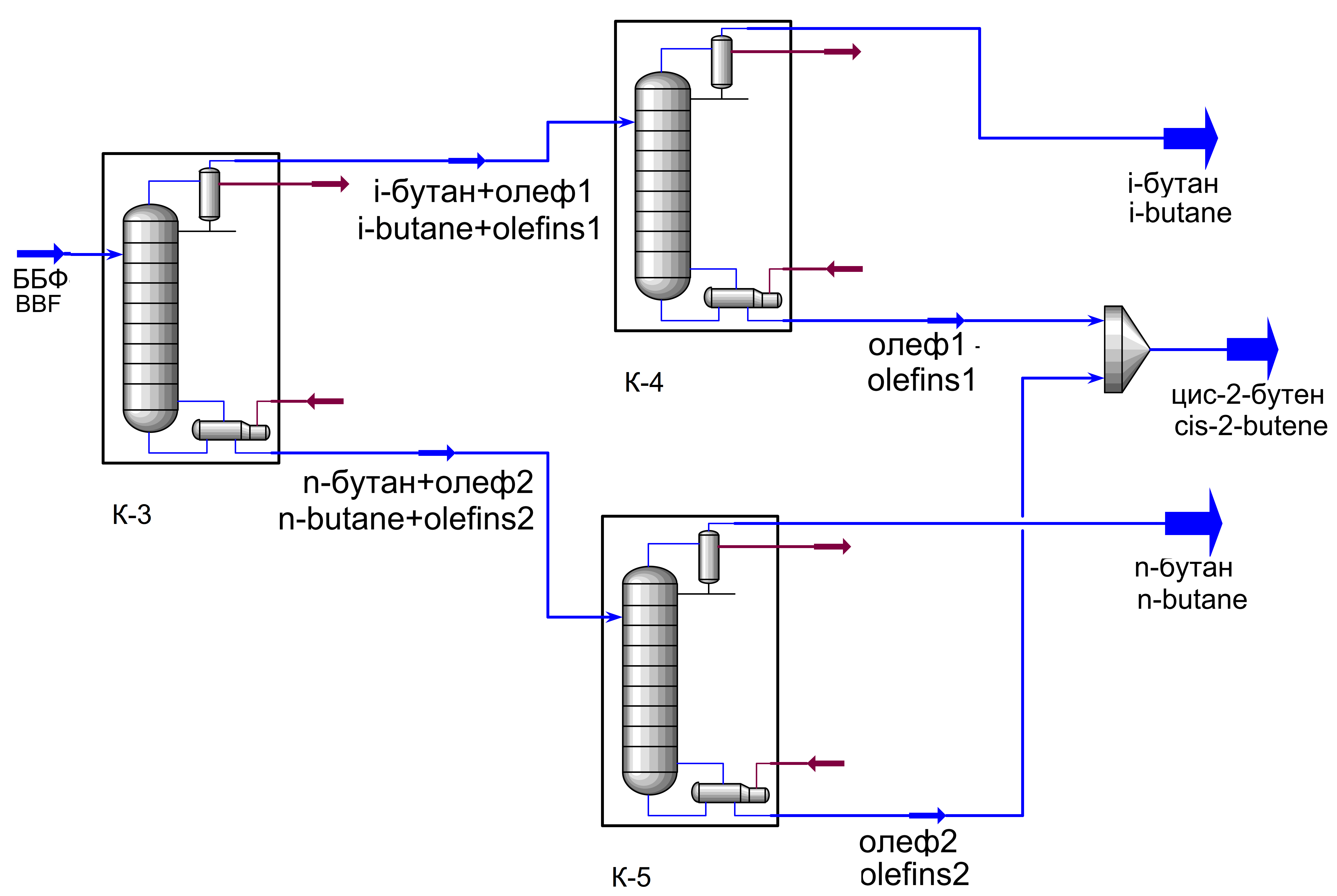
Рисунок 3 - Схема трёх колонн ректификации ББФ
Такой трёх колонный вариант технологической схемы характеризуется значительными капитальными затратами на изготовление и монтаж колонн, а также высокими энергетическими требованиями на подвод и отвод тепла — в схеме задействованы три ребойлера и три конденсатора.
Существенным улучшением технологической схемы является использование вместо трех ректификационных аппаратов одной колонны с разделительной стенкой DWC (рисунок 4).
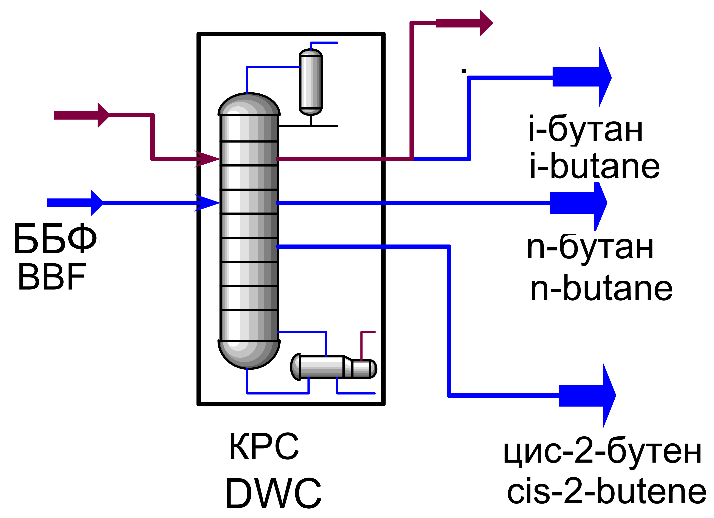
Рисунок 4 - Предлагаемая схема колонны с разделительной стенкой
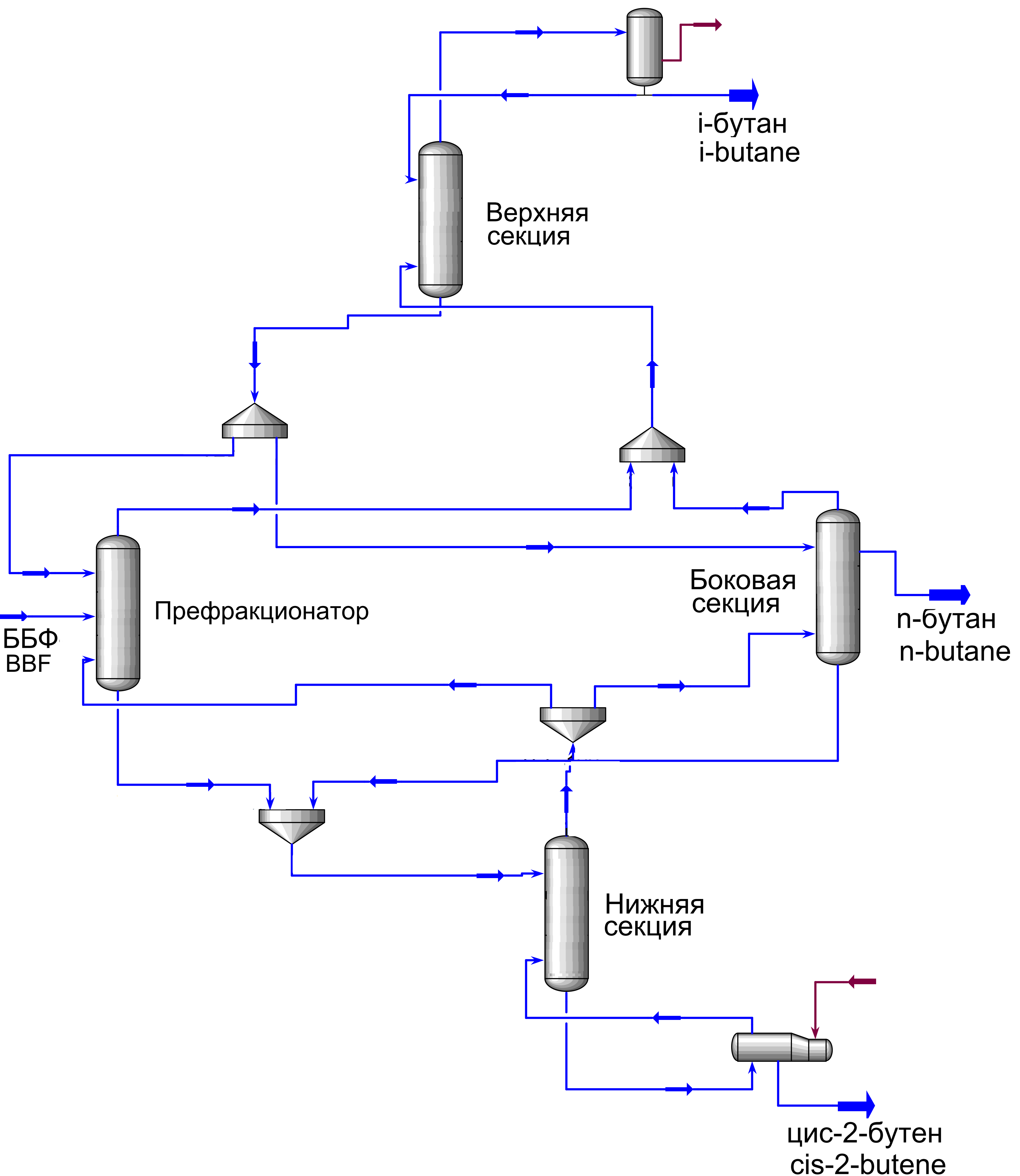
Рисунок 5 - Эквивалентная схема колонны КРС
Таблица 2 - Технологические режимы аппаратов К-3, К-4, К-5 и колонны DWC
Параметры | Трёх колонная схема – колонна К-3 | Трёх колонная схема – колонна К-4 | Трёх колонная схема – колонна К-5 | Колонна DWC |
Температура конденсатор/ребойлер, °С | 27,4 / 48,2 | 86,6 / 93,1 | -0,4 / 20,1 | -10,1 / 15,0 |
Давление верх/куб, кПа | 350 / 450 | 1450 / 1500 | 101 / 190 | 100 / 160 |
Тепловые затраты, кДж/ч | 16,45е+7 | 0,25е+7 | 47,47е+7 | 50,07е+7 |
Затраты на охлаждение, кДж/ч | 16,11е+7 | 0,20е+7 | 47,25е+7 | 51,44е+7 |
Таблица 3 - Компонентный состав получаемых фракций в системе трёх аппаратов и в колонне DWC
Компоненты | Состав целевых фракций: система 3-х колонн / DWC, % масс. | ||
Фракция i-C4 | Фракция n-C4 | Фракция транс-2-бутен + цис-2-бутен | |
изобутан | i-butane | 78,55 / 78,58 | следы / 0,67 | 0,19 / следы |
изобутен | i-butene | 1,41 / 1,41 | следы / 0,03 | следы / следы |
1-бутен | 1-butеne | 19,71 / 20,00 | 0,19 / 0,53 | 0,20 / следы |
н-бутан | n-butane | 0,25 / 0,01 | 93,73 / 92,83 | 0,97 / 0,58 |
транс-2-бутен | trans-2-butene | 0,08 / следы | 6,08 / 5,94 | 56,62 / 57,08 |
цис-2-бутен | cis-2-butene | следы / следы | следы / следы | 42,02 / 42,34 |
Итого | 100,0 | 100,0 | 100,0 |
Из таблицы 3 видно, что в каждой из рассмотренных схем достигается возможность фракционирования ББФ на практически чистые компоненты изобутан, н-бутан и смесь транс-2-бутена и цис-2-бутена.
Отметим, что в составе фракционируемого потока ББФ содержание цис-2-бутена составляло 24,57 % масс., а в целевом потоке (фракция транс-2-бутен + цис-2-бутен, таблица 3) концентрация цис-2-бутена достигает значения 42,34 %масс. Учитывая, что цис-изомеры вследствие меньшей термодинамической устойчивости обладают более высокой реакционной способностью в реакциях электрофильного алкилирования по сравнению с транс-бутенами, увеличение их концентрации приводит к возрастанию общей активности фракции. Следовательно, полученное изменение изомерного состава олефинового потока существенно повышает его ценность как сырья для процессов алкилирования и будет способствовать росту выхода целевых продуктов реакции.
Одним из важных технико-экономических показателей, характеризующих работу ректификационной схемы разделения углеводородов, является потребление тепловой (на ребойлерах) и холодильной (на водяных холодильниках) энергии. Из расчетных результатов, приведенных в таблице 2, следует, что технологическая схема с колонной DWC демонстрирует заметное улучшение энергопотребления. Рассчитанный расход тепловой энергии, требуемой для разделения ББФ в колонне DWC, меньше соответствующего суммарного расхода трёх колонной системы и экономия тепла достигает 22%, потребность в холодильной мощности уменьшается на 19%. Сокращение энергозатрат объясняется более эффективным тепловым распределением внутри колонны DWC и выводом из схемы двух кипятильников, двух конденсаторов и другого дополнительного оборудования.
Для оценки перспективности промышленного использования предлагаемого решения с колонной DWC в качестве базового варианта рассмотрена промышленная установка производства алкилата с производительностью по ББФ 100 м³/ч, что соответствует промышленным масштабам и обеспечивает корректность экстраполяции прогнозируемых результатов на реальные условия эксплуатации. В результате ректификации ББФ повышение выхода участвующих в реакции бутиленов на ~17,7% позволяет увеличить единичную мощность реактора и загрузку установки алкилирования и существенно нарастить выпуск высокомаржинального алкилата, что формирует устойчивый финансовый результат и делает предложенное технологическое решение перспективным для промышленного внедрения на действующих нефтеперерабатывающих предприятиях.
4. Заключение
Для определения целесообразной технологической схемы выделения из ББФ каталитического крекинга концентрированных компонентов изобутана, н-бутана и совместно транс-2-бутена и цис-2-бутена рассмотрены два технологических варианта фракционирования ББФ — схема из трёх ректификационных колонн и схема с использованием DWC. Вычислительным экспериментом показано, что каждая из рассмотренных схем обеспечивает разделение ББФ на практически чистые для промышленного использования компоненты. Вместе с тем, по сравнению со схемой, состоящей из трёх колонн, применение колонны DWC является наиболее предпочтительным, так как в этом варианте экономия тепла достигает 22%, потребность в холодильной мощности уменьшается на 19%, а в схеме присутствует меньшее количество основных и дополнительных аппаратов.
Экономический эффект и экологическая привлекательность использования предлагаемой технологической схемы с колонной DWC основывается на снижении эксплуатационных затрат, повышении выхода ценных фракций (реактантов) для процессов нефтехимического синтеза, сокращении капитальных вложений за счёт уменьшения числа используемых аппаратов, уменьшении объёмов обслуживания и ремонтов.
Предлагаемое использование колонны с разделительной стенкой является быстро окупаемым и может рассматриваться как перспективное решение для промышленного внедрения.