ИССЛЕДОВАНИЕ ПРОЦЕССА КАТАЛИТИЧЕСКОГО КРЕКИНГА НА УСТАНОВКЕ ЛИНТЕЛ МАК-10

ИССЛЕДОВАНИЕ ПРОЦЕССА КАТАЛИТИЧЕСКОГО КРЕКИНГА НА УСТАНОВКЕ ЛИНТЕЛ МАК-10
Научная статья
Билалов А.Г.1, Мунасыпова А.М.2, *
1 ОДК ‒ Уфимское моторостроительное производственное объединение, Уфа, Россия;
2 Уфимский государственный нефтяной технический университет, Уфа, Россия
* Корреспондирующий автор (alinchik22085[at]mail.ru)
АннотацияВ статье рассмотрены результаты экспериментов, проведенных на лабораторной установке Линтел МАК-10, при различных температурах для изучения процесса каталитического крекинга. Для изучения влияния каталитических свойств на выход продуктов был проведен ряд испытаний с использованием разных соотношений катализатор:сырье, равных 2,25 и 3. Составлены материальные балансы смеси, состоящей из гидроочищенного вакуумного газойля и вакуумного газойля остатка Астраханского ГПЗ, в соотношении 4:1. Построены графические зависимости, позволяющие наглядно оценить выход продуктов от температуры при соотношениях катализатор:сырье, равных 2,25 и 3. Проведен анализ полученных продуктов, в том числе газа, на газовом хроматографе, составлен экспериментальный материальный баланс. По результатам исследований сделаны выводы.
Ключевые слова: каталитический крекинг; Линтел МАК-10; активность катализатора; автобензин; газовый хроматограф.
INVESTIGATING THE CATALYTIC CRACKING PROCESS USING THE LINTEL MAK-10 DEVICE
Research article
Bilalov A.G.1, Munasypova A.M.2, *
1 UEC-Ufa Engine-Building Production Association (UEC-UMPO), Ufa, Russia;
2 Ufa State Petroleum Technological University, Ufa, Russia
* Корреспондирующий автор (alinchik22085[at]mail.ru)
AbstractThe article describes the results of experiments with the use of the Lintel MAK-10 laboratory device conducted at different temperatures with the purpose of studying the process of catalytic cracking. To study the effect of the catalytic properties on the product yield, a number of tests were carried out using different catalyst-to-raw-material ratios that amounting to 2.25 and 3. The material balances of the mixture consisting of hydrotreated vacuum gas oil and vacuum gas oil of the Astrakhan Gas Processing Plant residue were compiled in the ratio of 4:1. The study provides graphs to visually evaluate the product yield from the temperature at the catalyst-to-raw-material ratios that equal 2.25 and 3. The article contains an analysis of the product obtained, including gas, on a gas chromatograph as well as a compiled experimental material balance. The conclusions of the research are made according to the results obtained.
Keywords: catalytic cracking; Lintel MAC-10; catalyst activity; gasoline; gas chromatograph. ВведениеПо численности мировой автомобильный парк в настоящее время превышает 1 миллиард автомобилей. С каждым годом их количество увеличивается. Лидером в мировом производстве автомобилей является Китай, доля в создании составляет 26,76 % (рисунок 1) [1]. Суммарный объем выпуска автомобилей в США, Германии и Японии соответствует Китаю. Производство автомобилей в России на сегодняшний день находится на уровне таких стран, как Мексика и Испания.
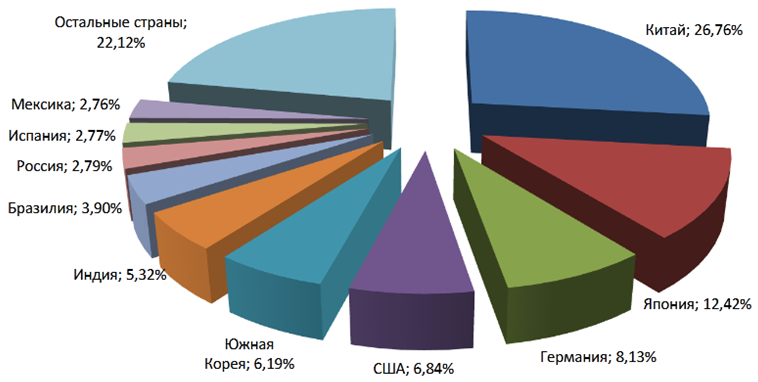
Рис. 1 - Диаграмма соотношений мирового автомобильного парка
Согласно анализу динамики изменения производства автомобильного бензина, в России производство бензина постоянно повышалось, поскольку спрос достаточно высок [2].
Высоким качество автобензина становится благодаря введенным экологическим стандартам, а также модернизации установок переработки нефти. Модернизация работы установки каталитического крекинга позволит повысить качество компонента высокооктанового бензина, тем самым обеспечив его высокие эксплуатационные характеристики.
По глубокой переработке нефти мощности российских НПЗ к концу 2027 г. должны увеличиться на 42 млн т/год или 76 % по сравнению с текущим уровнем за счет строительства соответствующих установок примерно на 20 НПЗ страны согласно оценкам Российского государственного университета (РГУ) нефти и газа имени Губкина. На российских заводах в 2021-2027 гг. планируется ввод в строй новых установок каталитического крекинга ВГО, гидрокрекинга вакуумного газойля (ВГО), а также установок замедленного коксования для переработки тяжелых нефтяных остатков [3].
Каталитический крекинг является процессом деструктивного каталитического превращения нефтяных тяжелых фракций в компоненты тех или иных моторных топлив, а также сырья для нефтехимической отрасли. Благодаря данному процессу появилась возможность получения высокооктанового бензина (октановое число до 92 пунктов по исследовательскому методу) на основе тяжелого малоценного сырья, а также ценных сжиженных газов, применяемых для изготовления высокооктановых компонентов бензина: метил-трет-бутилового эфира и алкилата. Процесс каталитического крекинга непрерывно совершенствуется за счет научно-технического прогресса [4].
Каталитический крекинг – это один из динамично развивающихся процессов после каталитического риформинга, который обеспечивает глубокую переработку нефти. Достоинство процесса – высокая эксплуатационная гибкость, то есть возможность перерабатывать различные нефтяные фракции. Процесс постоянно адаптируют к условиям и потребностям рынка. Установки каталитического крекинга играют важную роль в плане достижения рентабельности, так как за счет этого определяется конкурентная способность предприятия [5].
В настоящее время благодаря модернизации и усовершенствованию процесса каталитического крекинга, в частности перехода от стационарного слоя катализатора до микросферического цеолитсодержащего, наблюдается существенное увеличение выхода ценных светлых нефтепродуктов и сжиженных газов [6], [7].
Метод исследования
Исследование процесса каталитического крекинга в данной работе проводилось на лабораторной установке Линтел МАК-10 (рисунок 2). Сырьем служит вакуумный газойль остатка Астраханского ГПЗ, а в качестве катализатора используется Октифайн 480 П, предварительно стабилизированный на лабораторной установке паровой стабилизации катализатора и подвергнутый прокалке в муфельной печи.
Активность катализатора оценивается в соответствии со стандартом ASTM D3907-03 по выходу бензина (температура кипения 200 °С) [8], [9]. Для изучения влияния каталитических свойств на выход продуктов были проведены испытания с использованием разного соотношения катализатор:сырье.
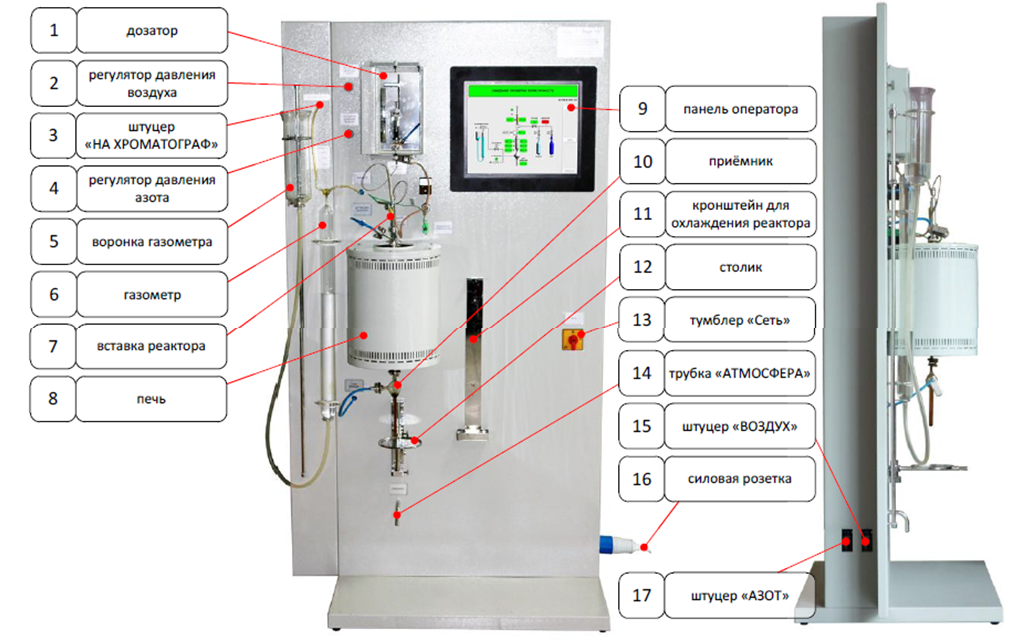
Рис. 2 - Установка Линтел МАК-10
В качестве сырья для проведения испытания был взят вакуумный газойль остатка Астраханского ГПЗ, полученный за счет перегонки на аппарате АРН-2. В остатке Астраханского ГПЗ содержание вакуумного газойля составляет 51,0 % масс. Для дальнейших исследований в качестве сырья была выбрана смесь, состоящая из гидроочищенного вакуумного газойля и вакуумного газойля остатка Астраханского ГПЗ (фр. 350 – 500 °C) в соотношении 4:1, поскольку остаток не проходит по требованиям к сырью каталитического крекинга по фракционному составу, содержанию серы, плотности.
Исследование проводилось в интервале температур 460 - 520 °С и соотношении катализатор:сырье 2,25:1-3:1.
Остаток может быть использован в качестве сырья каталитического крекинга благодаря низкому содержанию металлов в смеси гидроочищенного вакуумного газойля и вакуумного газойля остатка Астраханского ГПЗ (содержание ванадия в смеси менее 1 ppm, никеля - отсутствуют), а также низкой коксуемости смеси (выход кокса варьируется в пределах от 5,0 до 5,5 % масс.).
В таблице 1 представлен материальный баланс каталитического крекинга (КК) при температуре 460 °С.Таблица 1 – Материальный баланс КК при температуре 460 °С
| Продукты | Отношение катализатор:сырье | |
| 2,25 | 3 | |
| Газ до С4 включительно, % масс в том числе: сухой газ, % масс пропан-пропиленовая фракция, % масс бутан-бутиленовая фракция, % масс | 5,61 0,41 1,78 3,42 | 7,70 0,49 2,25 4,96 |
| Автобензин, % масс | 30,41 | 34,57 |
| Легкий каталитический газойль, % масс | 34,33 | 28,86 |
| Тяжелый каталитический газойль, % масс | 25,34 | 24,14 |
| Кокс + потери | 4,3 | 4,73 |
| ИТОГО | 100,00 | 100,00 |
Из результатов таблицы видно, что дальнейшее увеличение отношения катализатор:сырье будет приводить к повышениям выходов углеводородных газов и бензиновой фракции.
В таблице 2 представлен материальный баланс КК при температуре 480 °С.
Таблица 2 - Материальный баланс КК при температуре 480 °С
| Продукты | Отношение катализатор:сырье | |
| 2,25 | 3 | |
| Газ до С4 включительно, % масс в том числе: сухой газ, % масс пропан-пропиленовая фракция, % масс бутан-бутиленовая фракция, % масс | 8,84 0,60 2,63 5,61 | 12,73 0,92 3,81 7,99 |
| Автобензин, % масс | 32,70 | 37,10 |
| Легкий каталитический газойль, % масс | 29,74 | 28,37 |
| Тяжелый каталитический газойль, % масс | 23,94 | 17,03 |
| Кокс + потери | 4,79 | 4,78 |
| ИТОГО | 100,00 | 100,00 |
Таблица 3 - Материальный баланс КК при температуре 500 °С
| Продукты | Отношение катализатор:сырье | |
| 2,25 | 3 | |
| Газ до С4 включительно, %масс в том числе: сухой газ, %масс пропан-пропиленовая фракция, % масс бутан-бутиленовая фракция, % масс | 15,76 1,32 4,91 9,53 | 18,43 1,53 6,07 10,16 |
| Автобензин, % масс | 40,64 | 43,91 |
| Легкий каталитический газойль, % масс | 26,96 | 21,56 |
| Тяжелый каталитический газойль, % масс | 12,06 | 10,32 |
| Кокс + потери | 4,58 | 5,54 |
| ИТОГО | 100,00 | 100,00 |
Таблица 4 - Материальный баланс процесса при температуре 510 °С
| Продукты | Отношение катализатор:сырье | |
| 2,25 | 3 | |
| Газ до С4 включительно, % масс в том числе: сухой газ, %масс пропан-пропиленовая фракция, % масс бутан-бутиленовая фракция, % масс | 17,29 1,49 6,48 9,32 | 19,12 2,1 6,76 10,26 |
| Автобензин, % масс | 39,95 | 45,29 |
| Легкий каталитический газойль, % масс | 25,99 | 21,97 |
| Тяжелый каталитический газойль, % масс | 12,08 | 9,07 |
| Кокс + потери | 4,69 | 5,55 |
| ИТОГО | 100,00 | 100,00 |
Таблица 5 ‒ Материальный баланс процесса при температуре 520 °С
| Продукты | Отношение катализатор:сырье | |
| 2,25 | 3 | |
| Газ до С4 включительно, % масс в том числе: сухой газ, % масс пропан-пропиленовая фракция, % масс бутан-бутиленовая фракция, % масс | 19,23 1,8 6,54 10,89 | 23,35 2,3 8,21 12,84 |
| Автобензин, % масс | 38,45 | 43,78 |
| Легкий каталитический газойль, % масс | 25,45 | 18,24 |
| Тяжелый каталитический газойль, % масс | 11,42 | 9,03 |
| Кокс | 5,45 | 5,6 |
| ИТОГО | 100,00 | 100,00 |
На основании вышеизложенных таблиц 1-5 построены графики зависимости выходов продуктов от температуры в соотношениях катализатор : сырье, равными 2,25 и 3, представленные на рисунках 3,4.
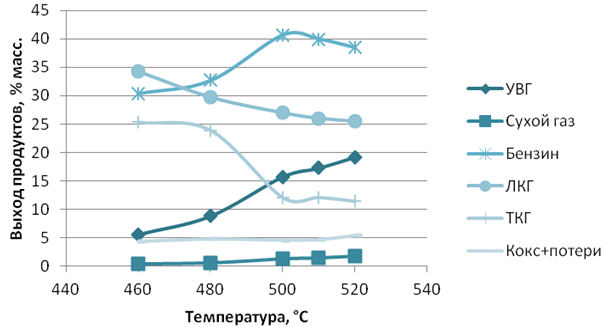
Рис. 3 – Зависимость выхода продуктов от температуры при соотношении катализатор : сырье, равным 2,25
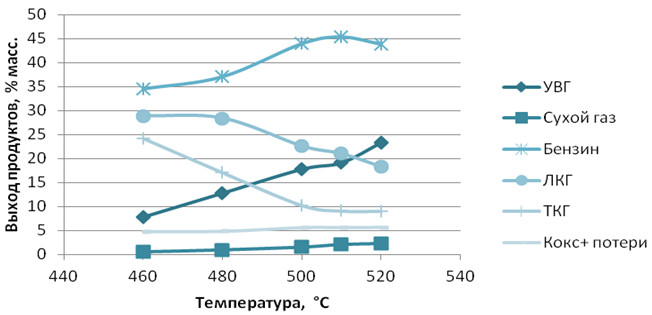
Рис. 4 – Зависимость выхода продуктов от температуры при соотношении катализатор : сырье, равным 3
Анализ полученных продуктов, в том числе газа
В ходе процесса образуется катализат - жидкая часть, получаемая в процессе каталитического крекинга. Катализат является наиболее ценной и составной частью для изготовления компонента топлива – бензина, который собирается в приемной колбе. При этом изменяется уровень жидкости в газометре. Газ является не менее ценным товарным продуктом, используемым в дальнейшем на производстве нефтехимической продукции в качестве индивидуальных компонентов.
Дистиллят был проанализирован на хроматографе, данные о содержании пропан-пропиленовой фракции (ППФ) и бутан-бутиленовой фракции (ББФ) в газе, а также фракций бензина, легкого каталитического газойля (ЛКГ), тяжелого каталитического газойля (ТКГ) и остаточной фракции получены при хроматографическом анализе. На рисунке 5 представлена общая схема газового хроматографа [10].
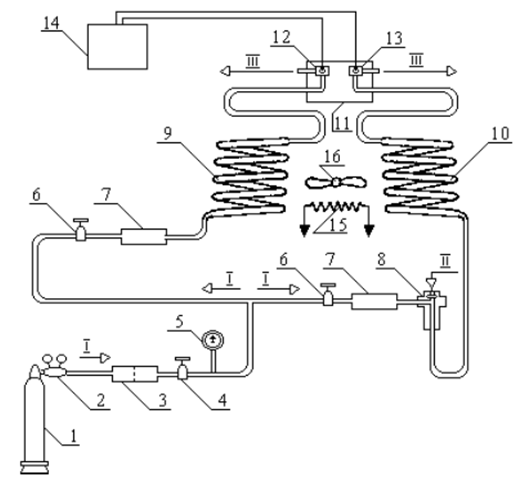
Рис. 5 – Схема газового хроматографа:
1 – газовый баллон; 2 – редуктор; 3 – фильтр механических частиц; 4 – редуктор давления; 5 – манометр; 6 – дроссель точной регулировки; 7 – фильтр-влагопоглотитель; 8 – устройство для ввода газовой пробы; 9 – сравнительная колонка; 10 – рабочая колонка; 11 – детектор; 12 – сравнительная ячейка; 13 – рабочая ячейка; 14 – потенциометр; 15 – электронагреватель; 16 – вентилятор
В результате проведения хроматографического анализа с учетом расчетов был составлен экспериментальный материальный баланс. Данные материального баланса приведены в таблице 6.
Таблица 6 – Экспериментальный материальный баланс
| Взято | г | % масс. на сырьё | Получено | г | % масс. на сырьё |
| Сырьё | 1,33 | 100,00 | Газ, в т.ч. Сухой газ ППФ ББФ | 0,1822 0,0109 0,1255 0,0458 | 13,70 0,82 9,44 3,44 |
| Фр. нк-205 ºС Фр. 205-350 ºС Фр. 350-500 ºС Остаточная фракция | 0,1842 0,5674 0,3021 0,0405 | 13,85 42,66 22,71 3,04 | |||
| Кокс Потери | 0,0159 0,0377 | 1,19 2,83 | |||
| Итого | 1,33 | 100,00 | 100,00 |
Анализируя экспериментальный материальный баланс, можем сделать вывод о том, что количество сухого газа в значительной степени меньше, нежели остальных газообразных компонентов (пропан-пропиленовой и бутан-бутиленовой фракций). Содержание пропан-пропиленовой фракции значительно больше, чем бутан-бутиленовой фракции. Это может быть связано с зависимостью продолжительности проведения испытания и используемого катализатора - чем дольше проводится испытание, тем больше получено продуктов ББФ. За счет содержания изобутана в качестве компонента газа полученная газообразная продуктовая смесь является ценным сырьем для нефтехимии, в частности для алкилирования с целью создания высокооктанового бензина, а также для производства высокооктановых добавок к топливу.
Обсуждение результатов
- Из рисунков 3 и 4 видно, что максимальный выход бензина достигается при температуре 510 °С - соответственно, 43,91 % и 45,29 %, а дальнейшее увеличение температуры приводит к снижению его выхода. Выходы легкого и тяжелого газойлей с повышением температуры падают, в то же время выход газов увеличивается, как и коксообразование на катализаторе. Это объясняется тем, что при подъеме температуры выше 510 °С возрастает доля реакций термокрекинга. Выход кокса для данного сырья варьируется в пределах от 2,5 до 5,6 % масс. в зависимости от температуры.
- По результатам исследований исходная смесь гидроочищенного вакуумного газойля и вакуумного газойля остатка Астраханского ГПЗ в соотношении 4:1 показала лучшие результаты при каталитическом крекинге, чем эталонное сырье процесса – вакуумный газойль.
- Учитывая низкое содержание металлов в смеси гидроочищенного вакуумного газойля и вакуумного газойля остатка Астраханского ГПЗ (содержание ванадия в смеси менее 1 ppm, никеля - отсутствуют), а также низкую коксуемость смеси (выход кокса варьируется в пределах от 5,0 до 5,5 % масс.), можем сделать вывод о том, что остаток может быть использован в качестве сырья каталитического крекинга.
- Общее количество катализата, включая остаточную фракцию, составило 82,26 % масс. на сырье, что является высоким показателем, характеризующим эффективное проведение эксперимента на лабораторной установке Линтел МАК-10. Компоненты катализата (бензин, легкий газойль, тяжелый газойль) в дальнейшем отправляем на переработку с целью получения целевых компонентов (таблица 6).
- Содержание кокса составляет 1,19 % масс. на сырье, что гарантирует непрерывное поступление тепла в регенератор за счет его выжига на установке каталитического крекинга, при этом нарушения баланса процесса не наблюдается.
- Потери незначительны - 2,83 % масс. на сырье - за счет небольших протечек перекидных гаек и краников, вследствие этого можем сделать вывод, что установка Линтел МАК-10 имитирует процесс каталитического крекинга с точностью и позволяет оценить компонентный состав продуктов.
При проведении испытаний в промышленном масштабе необходимо контролировать изменение выхода продуктов, так как по уменьшению выхода бензина можно судить об уменьшении активности катализатора. В зависимости от содержания никеля и, следовательно, увеличения отложений кокса активность катализатора снижается. Сырье, используемое в процессе каталитического крекинга, должно быть предварительно подготовленным, так как отравление металлами, такими как никель, ванадий, является необратимым и приводит к отрицательному воздействию на активность, а также селективность катализатора.
Уникальность данной работы заключается в подборе оптимального вида сырья и катализатора при минимальных затратах на ресурсы, а также лабораторная установка Линтел МАК-10 позволяет с высокой точностью оценить качество вакуумного газойля и катализатора с наименьшими затратами, так как объемы исследуемых проб минимальны.
| Конфликт интересов Не указан. | Conflict of Interest None declared. |
Список литературы / References
- Абдулхамид Мохаммед, Ш. Ф. Антидетонационные добавки на основе синергетических смесей оксигенатов к бензиновым топливам: дис. на соиск. учен. степ. канд. техн. наук / Абдулхамид Мохаммед, Ш. Ф. ‒ КНИТУ. - Казань, 2018. ‒ 114 С.
- Шарипов, Р.А. Роль процесса каталитического крекинга в производстве высокооктановых автомобильных бензинов / Р.А. Шарипов, Г.М. Сидоров, Р.Р. Зиннатуллин и др. // Современные проблемы науки и образования. – Уфа, 2015. – № 1. – С. 15-20.
- Россия нарастит мощности глубокой переработки нефти на 76 % в 2027 г. [Электронныйресурс]. - URL: https://www.argusmedia.com/en/news/2161568-россия-нарастит-мощности-глубокой-переработки-нефти-на-76-в-2027-г. (дата обращения: 15.02.2021)
- Ахметов, С.А. Технология глубокой переработки нефти и газа: учеб. пособие / С.А. Ахметов. – Уфа: Гилем, 2013. ‒ 672 с.
- Пути модернизации процесса каталитического крекинга: материалы конф. / науч. ред. Е.И. Галимова. - Санкт-Петербург, 2012. - 3 с.
- Чудинов, А.Н. Сравнительная оценка параметров и активности цеолитных катализаторов каталитического крекинга в псевдоожиженном слое / А.Н. Чудинов, Е.С. Денисламова, Д.Н. Кожевников // Вестник ПНИПУ. - Пермь, 2017. – № 4 - С. 16.
- Доронин, В.П. Разработка и внедрение цеолитсодержащих катализаторов крекинга с контролируемым содержанием редкоземельных элементов / В.П. Доронин, Т.П. Сорокина, П.В. Липин и др. // Катализ в промышленности. – 2014. – №5. – С. 9-13.
- ASTM International, West Conshohocken, PA, ASTM D3907 / D3907M13, Standard Test Method for Testing Fluid Catalytic Cracking (FCC) Catalysts by Microactivity Test, [Electronic resource]. – URL: www.astm.org. (accessed: 15.02.2021)
- ASTM International, West Conshohocken, PA, ASTM D7206/D7206M, Standard Test Method for Testing Fluid Catalytic Cracking (FCC) Catalysts by Microactivity Test, [Electronic resource]. – URL: www.astm.org. (accessed: 15.02.2021)
- Фасхутдинов, Р.Р. Переработка углеводородных газов: методические указания / Р.Р. Фасхутдинов, Л.А. Насырова. - Уфа, 2015. - 17 с.
Список литературы на английском языке / References in English
- Abdulhamid Mohammed, S. F. Antidetonacionnye dobavki na osnove sinergeticheskih smesej oksigenatov k benzinovym toplivam [Anti-knock additives based on synergistic mixtures of oxygenates to gasoline fuels]: dis. on the screen. learned. step. Candidate of Technical Sciences / Abdulhamid Mohammed, Sh. F. - KNITU. Kazan, 2018 ‒ 114 P. [in Russian]
- Sharipov, R. A. Rol' processa kataliticheskogo krekinga v proizvodstve vysokooktanovyh avtomobil'nyh benzinov [The role of the catalytic cracking process in the production of high-octane automobile gasoline] / R. A. Sharipov, G. M. Sidorov, R. R. Zinnatullin et al. // Sovremennye problemy nauki i obrazovanija [Modern problems of science and education]. - Ufa, 2015. - No. 1. - pp. 15-20. [in Russian]
- Rossija narastit moshhnosti glubokoj pererabotki nefti na 76 % v 2027 g. [Russia will increase the capacity of deep oil refining by 76 % in 2027] [Electronic resource]. URL: https://www.argusmedia.com/en/news/2161568-russia-will-increase-the-capacity-of-deep-processing-of-oil-on-76-in-2027. (accessed: 15.02.2021). [in Russian]
- Akhmetov, S. A. Tehnologija glubokoj pererabotki nefti i gaza [Technology of deep processing of oil and gas]: textbook. manual / S. A. Akhmetov. - Ufa: Gilem, 2013. ‒ 672 p. [in Russian]
- Puti modernizacii processa kataliticheskogo krekinga [Ways of modernization of the process of catalytic cracking]: materials of the conf. / scientific ed. by E. I. Galimov. Saint-Petersburg, 2012. - 3 p. [in Russian]
- Chudinov, A. N. Sravnitel'naja ocenka parametrov i aktivnosti ceolitnyh katalizatorov kataliticheskogo krekinga v psevdoozhizhennom sloe [Comparative assessment of the parameters and activity of zeolite catalysts of catalytic cracking in a fluidized bed] / A. N. Chudinov, E. S. Denislamova, D. N. Kozhevnikov // Bulletin of PNRPU. Perm, 2017. - No. 4 ‒ p. 16. [in Russian]
- Doronin, V. P. Razrabotka i vnedrenie ceolitsoderzhashhih katalizatorov krekinga s kontroliruemym soderzhaniem redkozemel'nyh jelementov [Development and implementation of zeolite-containing cracking catalysts with a controlled content of rare-earth elements] / V. P. Doronin, T. P. Sorokina, P. V. Lipin, et al. // Kataliz v promyshlennosti [Catalysis in industry]. - 2014. - No. 5. ‒ p. 9-13. [in Russian]
- ASTM International, West Conshohocken, PA, ASTM D3907 / D3907M13, Standard Test Method for Testing Fluid Catalytic Cracking (FCC) Catalysts by Microactivity Test, [Electronic resource]. – URL: www.astm.org. (accessed: 15.02.2021)
- ASTM International, West Conshohocken, PA, ASTM D7206/D7206M, Standard Test Method for Testing Fluid Catalytic Cracking (FCC) Catalysts by Microactivity Test, [Electronic resource]. – URL: www.astm.org. (accessed: 15.02.2021)
- Faskhutdinov, R. R. Pererabotka uglevodorodnyh gazov [Processing of hydrocarbon gases]: methodological guidelines // R. R. Faskhutdinov, L. A. Nasyrova. Ufa, 2015. ‒ 17 p. [in Russian]