МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ РАСПРЕДЕЛЕНИЯ ВЕРШИН ЗЕРЕН ПРИ ШЛИФОВАНИИ В РЕЗУЛЬТАТЕ РАЗЛИЧНЫХ ВИДОВ ИЗНАШИВАНИЯ С ИСПОЛЬЗОВАНИЕМ МАРКОВСКИХ СЛУЧАЙНЫХ ПРОЦЕССОВ

Носенко В. А.1, Федотов Е. В.2, Даниленко М.В.3
1Доктор технических наук, 2кандидат технических наук, 3 старший преподаватель, Волжский политехнический институт (филиал) ФГБОУ ВПО "Волгоградский государственный технический университет"
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ РАСПРЕДЕЛЕНИЯ ВЕРШИН ЗЕРЕН ПРИ ШЛИФОВАНИИ В РЕЗУЛЬТАТЕ РАЗЛИЧНЫХ ВИДОВ ИЗНАШИВАНИЯ С ИСПОЛЬЗОВАНИЕМ МАРКОВСКИХ СЛУЧАЙНЫХ ПРОЦЕССОВ
Аннотация
В статье изложена математическая модель распределения вершин зерен на рабочей поверхности абразивного инструмента в результате их износа истиранием, скалыванием и вырыванием из связки. Процесс изнашивания вершин абразивных зерен представлен как Марковский процесс с дискретным временем состоянием, а процесс формирования рабочей поверхности абразивного инструмента, как суперпозиция таких Марковских процессов.
Ключевые слова: шлифование, абразивный инструмент, абразивное зерно, изнашивание, закон распределения.
Nosenko V.A.1, Fedotov E.V.2, Danilenko M.V.3
1Doctor of Technical Sciences, 2Candidate of Technical Sciences, 3Senior Tutor, Volzhsky Polytechnical Institute (branch of) State Educational Institution of Higher Professional Education "Volgograd State Technical University"
MATHEMATICAL SIMULATION OF DISTRIBUTION OF ABRASIVE GRAINS AT GRINDING IN A RESULT OF VARIOUS TYPES OF WEAR BY USING MARKOV PROCESSES
Abstract
In this paper the mathematical model changes the distribution of the grains on the working surface of the abrasive tool as a result of wear friction, chipping and ejection of the bunch. Wear process vertices of abrasive grains is represented as a Markov process with discrete time state, and the formation of the working surface of the abrasive tool, such as a superposition of Markov processes.
Keywords: grinding, abrasive tool, work surface, model, strength, wear, abrasive grain, chipping, distribution law.
Введение. Основным режущим элементом при шлифовании является вершина абразивного зерна. Большое количество случайно расположенных вершин формирует рабочую поверхность абразивного инструмента. От плотности их распределения и остроты режущих кромок зависит удаления материала и качество обработанной поверхности. В результате взаимодействия с обрабатываемым материалом вершины зерен изнашиваются, некоторые зерна вырываются из связки. Это приводит к изменению распределения вершин, производительности процесса и оказывает существенное влияние на качество обработанной поверхности.
Как показано в работах Е.Н. Маслова, Г.Б. Лурье, Т.Н. Лоладзе и Г.В. Бокучавы, изнашивание абразивного инструмента происходит в результате истирания и скалывания вершин зерен, вырывания зерен из связки, адгезионно-усталостных, диффузионных и др. процессов [1–3]. Виды изнашивания оказывают различное влияние на формирование рельефа рабочей поверхности абразивного инструмента, соответственно, на процесс шлифования. Изнашивание истиранием приводит к увеличению площадки износа на вершине зерна, что сопровождается ростом силы и температуры контактного взаимодействия. В результате изнашивания скалыванием образуется новая вершина с меньшим радиусом округления, соответственно сила и температура в зоне контакта снижаются. В результате вырывания зерен из связки круга уменьшается их количество на рабочей поверхности инструмента и увеличивается расстояние между вершинами. Этот факт в целом способствует снижению температуры в зоне контакта [1, 2, 21]. Большое влияние на процесс шлифования оказывают адгезионные процессы [3, 23, 26].
Учет различных видов изнашивания является чрезвычайно сложной задачей. Поэтому при разработке математических моделей рельефа рабочей поверхности абразивного инструмента выделяют наиболее существенные факторы, используя методы математического, в том числе, стохастического и имитационного моделирования [4 – 22]. Многие авторы в том или ином виде рассматривают влияние времени шлифования на формирование рельефа рабочей поверхности АИ.
Из перечисленных разновидностей изнашивания необходимо отметить изнашивание скалыванием, в результате которого образуется новая вершина, скачкообразно изменяющая свое первоначальное положение. Такой характер изнашивания вызывает большие трудности при разработке математической модели рельефа рабочей поверхности абразивного инструмента.
С целью учета данного фактора вводятся поправочные коэффициенты [4, 7, 11, 13, 14] или изменение положения вершины реализуют методом случайных чисел [18] и пр., что в недостаточной степени отражает реальный процесс скалывания.
Наиболее перспективным направлением совершенствования методики моделирования рельефа рабочей поверхности абразивного инструмента следует считать использование Марковских процессов. Впервые такой подход предложен в работе [26] и получил дальнейшее развитие в работах [12, 19, 24, 25, 27-29].
Цель работы. Математическое моделирование распределения вершин абразивных зерен при шлифовании с использованием марковских случайных процессов.
Основные положения и принятые допущения разрабатываемой модели. Разобьем рабочий слой круга на элементарные слои толщиной ΔR(K), равной износу абразивного инструмента за один K-й оборот [19, 24 – 26]. Начало первого слоя совместим с наиболее выступающими вершинами.
Разделим всю полученную совокупность слоев на 3 зоны.
Зона 1 – это зона шлифования или контактная зона, ограниченная условной наружной поверхностью абразивного инструмента и максимальной величиной неровностей шероховатости обрабатываемой поверхности. Зона 1 состоит из N слоев.
Зоной 1 зона 2 следует, ограниченная уровнем, на который может переместиться в радиальном направлении новая вершина зерна, образовавшаяся в результате скалывания при контакте с обрабатываемым материалом в зоне 1. Будем считать, что зона 2 состоит из M слоев.
Все остальные L слоев рабочей поверхности абразивного инструмента относятся к зоне 3, распределение вершин зерен в которой определяется условиями правки.
Скалывание вершины зерна, контактирующего с обрабатываемым материалом, является случайным событием. Для определения этого события введем следующие допущения.
Все разновидности изнашивания рабочей поверхности абразивного инструмента объединены в три вида: механическое истирание и скалывание вершины зерна, вырывание зерна из связки.
В общем случае вершина зерна в начальный период контакта с обрабатываемым материалом может изнашиваться истиранием. По длине дуги контакта, в зависимости от величины силы контактного взаимодействия, вершина может сколоться на некоторую величину или зерно может быть вырвано из связки. Т.е. за время контакта на одной вершине можно реализовать все три вида изнашивания. Вид изнашивания будем определять по максимальной величине радиального износа за рассматриваемый цикл. Если после изнашивания истиранием произошло скалывание вершины зерна, считаем, что за рассматриваемый цикл данное зерно изнашивается скалыванием. Если после истирания или скалывания по длине дуги контакта произошло вырывание зерна, считаем, что изнашивание произошло в результате вырывания из связки. Исходя из этого, принимаем, что каждое зерно за рассматриваемый период взаимодействия (одни оборот круга) подвергается только одному виду изнашивания. Тогда вероятности этих событий для группы зерен, вершины которых расположены в некотором i-ом слое будут составлять полную группу:
![]()
где А, В, С – вероятности соответственно вырывания, скалывания и истирания контактирующей с материалом вершины.
Примем, что в результате износа вершины скалыванием образуется только одна новая вершина.
Введем понятие состояния вершины. Под i-м состоянием будем понимать нахождение вершины в некотором i-м слое рабочей поверхности. Если вершина до скалывания находилась в i-м слое и после скалывания образовалась новая вершина в j-м слое, будем говорить, что вершина зерна перешла из состояния i в состояние j. Согласно принятым ранее условиям, за один оборот круга возможно не более одного изменения состояния вершины. Допускаем, что новое состояние j после скалывания зависит только от состояния i до скалывания и не зависит от прошлых состояний вершины. Количество возможных новых состояний является конечным множеством. При скалывании возможен переход только в одно из состояний этого множества.
Тогда вероятность изменения состояния можно считать переходной вероятностью p(i, j) , где первый индекс означает исходное состояние вершины до скалывания, второй – состояние после скалывания.
Значение переходной вероятности подчиняется следующим условиям:
где j > i; n – все возможные состояния вершины после скалывания.
С учетом этих допущений можно считать, что процесс изменения состояния вершин при скалывании является марковским случайным процессом с дискретным временем и конечным числом исходов, т.е. цепью Маркова.
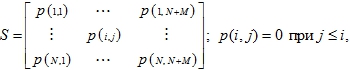
Математическая модель износа вершин зерен на рабочей поверхности абразивного инструмента. Рассмотрим плотность распределения вершин зерен n (шт/мм2) по слоям рабочей поверхности инструмента. Представим это распределение в виде вектора-строки:
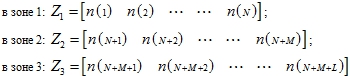
Суммарное распределение зерен по всем трем зонам можно представить блочной матрицей в виде вектора-строки:
![]() (1)
(1)
При прохождении вершин через зону шлифования их контакт с обрабатываемым материалом является случайным событием. Произведение числа вершин в i-м слое на вероятность контакта определяет число вершин, контактирующих с обрабатываемым материалом.
Значения вероятностей контакта по слоям рабочей поверхности представим в виде вектора-строки размером N , равным числу слоев в зоне 1:
![]()
Значения вероятности контакта в зависимости от режимов шлифования и глубины резания зерна можно рассчитать по модели [20].
Умножив этот вектор на диагональную единичную матрицу размера N × N, получим диагональную матрицу вероятностей контакта:
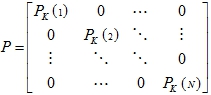
Результатом произведения вектора-строки Z1 на матрицу P будет вектор-строка ZK числа вершин, контактирующих в слоях рабочей поверхности инструмента с обрабатываемым материалом:
![]()
Вектор-строка вершин зерен, не вступающих в контакт с материалом определяется как разность:
![]()
Аналогичным образом получим диагональные матрицы вероятностей изнашивания вершин в результате скалывания В, истирания С и вырывания из связки A для различных слоев рабочей поверхности:
 (2)
(2)
Значения вероятностей определяют в зависимости от силы резания, прочности зерна и твердости круга. Их можно рассчитать по формулам, представленным в [25, 26]:

где Pα(i) – вероятность того, что прочность закрепления зерна, вершина которого расположена в i-м слое, меньше силы резания, действующего на него; Pβ(i) – вероятность разрушения зерна, вершина которого расположена в i-м слое от действия силы резания. Методика определения этих вероятностей изложена в работах [26, 27].
Произведение вектора-строки ZK на каждую из матриц вероятностей (2) дает вектор-строку распределения вершин зерен, изнашиваемых соответственно в результате скалывания, вырывания или истирания:
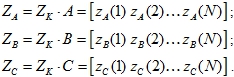
Вырываемые из связки зерна покидают рабочую поверхность. Скалываемые вершины меняют свое положение и могут оказаться в других вышерасположенных слоях. Вершины, изнашиваемые истиранием, либо остаются в рассматриваемом слое, либо переходят в вышележащий. Все комбинации изменения состояний вершин рабочей поверхности абразивного инструмента при скалывании в пределах зоны 1 и 2, представим в виде матрицы переходных вероятностей:
где p(i; j) – переходная перехода вершины зерна в результате скалывания из i-го слоя в j-й слой. Данная вероятность определяется по закону распределения износа вершины зерна при скалывании.
В работах [28, 29] описан метод экспериментального определения закона распределения радиального износа вершин зерен при скалывании. Установлено, что величина этого радиального износа подчиняется закону распределения Вейбулла. Параметры этого распределения зависят от глубины резания в момент скалывания [28].
Используя перечисленные выше матрицы, вектор-строку суммарного количества вершин зерен, перешедших в новое состояние (слой) в результате скалывания, можно представить в виде:
![]()
где nB(1) = 0. Каждый j-й элемент полученной матрицы равен числу вершин зерен, перешедших в j-е состояние из i-го, т.е. числу вершин, переместившихся в результате скалывания в j-й слой из нижележащих i-х слоев, при i < j.
Для описания перемещения вершин в результате истирания составим матрицу переходных вероятностей:
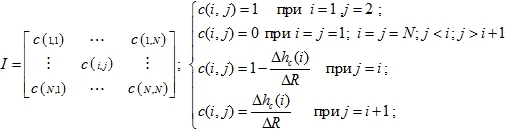
где c(i; j) – вероятность перехода вершины зерна в результате истирания из i-го слоя в j-й слой; Δhc(i) – износ истиранием вершины зерна расположенного в i-м слое; ΔR – радиальный износ круга за один оборот.
Модель износа истиранием вершины зерна представлена в работах [20, 26].
Результатом произведения вектора-строки контактирующих вершин зерен ZС на матрицу переходных вероятностей I является распределение по слоям истираемых вершин зерен:
![]()
где nС(1)=0. Каждый j-й элемент вектора-строки NC является суммой вершин зерен, которые в результате износа истиранием остались в рассматриваемом j-м слое и вершин, пришедших в результате истирания в j-й слой из нижележащего (j-1)-го слоя.
Вершины зерен, вырванных из связки покидают рабочую поверхность круга. Поэтому вероятность перехода вершины в другой, j-й слой равна нулю, матрица переходных вероятностей в результате вырывания равна представляет собой нулевую матрицу:

где v(i; j) – переходная вероятность в результате вырывания из связки.
Вектор-строка распределения вершин по слоям в зоне 1, с учетом различных видов изнашивания, без учета перемещения вершин в результате скалывания:
![]()
Формируя из полученного результата и вектора-строки Z2 блочный вектор-строку и складывая ее с вектором-строкой NB, получим в результате вектор-строку новых состояний вершин зерен в зонах 1 и 2 с учетом всех трех видов изнашивания:
![]()
Общее распределение зерен по глубине рабочей поверхности после их изнашивания можно представить в виде блочного вектора-строки:
![]() (3)
(3)
где элементы nS(j) полученной матрицы равны числу вершин зерен в i-м слое после истирания, скалывания и вырывания.
Формирование структуры рабочей поверхности абразивного инструмента за один оборот круга можно представить в виде двух одновременно протекающих процессов: изменение распределения вершин зерен в результате различных видов изнашивания и перемещение всех вершин к периферии на величину износа круга за один оборот, т.е. на величину одного слоя. Первым этапом будем считать изменение распределения вершин зерен в результате различных видов изнашивания, вторым – скачкообразный переход всех вершин зерен на величину радиального износа за один оборот круга. Полученное в формуле (3) распределение является результатом изменения числа вершин зерен за один оборот круга на первом этапе.
Для описания перемещения вершин на втором этапе введем матрицу перехода D:
 (4)
(4)
где d(i;j) – вероятность перехода вершин из слоя i в слой j=i-1 на условном втором этапе изменения распределения за один оборот.
Результат перемещений вершин зерен на втором этапе получим, выполнив умножение вектора (3) на матрицу перехода (4):
Это окончательное распределение вершин зерен после одного оборота круга. Для вычислений на следующем обороте данный вектор-строку необходимо снова представить в виде (1) и повторить вычисления.
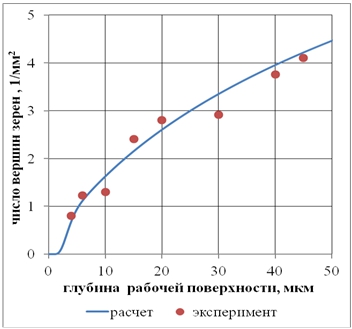
Рис. 1 – Распределение вершин зерен на рабочей поверхности круга при шлифовании стали 45
Проверка адекватности разработанной модели выполнена для условий плоского шлифования стали 45 HRC 52, кругом 1 200х20х76 25A F60 L 6 B на режиме: t = 0,005 мм/ход; v = 28 м/с; vs = 9 м/мин. За период шлифования круг сделал 3000 оборотов. На рис. 1 представлены результаты расчета накопленной суммы числа вершин зерен по глубине рабочей поверхности и экспериментальные данные, полученные измерением на профилографе-профилометре «Сейтроник ПШ8-3». Установлено, что максимальное отклонение теоретического распределения от экспериментального не превышает 15%.
Выводы. На основе использования Марковских случайных процессов разработана математическая модель распределения вершин зерен на рабочей поверхности абразивного инструмента, учитывающая изнашивание вершин зерен в результате скалывания и истирания, вырывание зерен из связки круга.
Анализ результатов, полученных при шлифовании стали 45 кругом из электрокорунда белого на бакелитовой связке, показал удовлетворительную сходимость теоретических и экспериментальных данных.
Литература
- Маслов, Е.Н. Теория шлифования металлов. М.: Машиностроение. – 1974.– 320 с.
- Лурье, Г.Б. Шлифование металлов. М.: Машиностроение. – 1969. –172 с.
- Лоладзе, Т.П. Износ алмазов и алмазных кругов. /Лоладзе Т.П, Бокучава Г.В – М.: Машиностроение. – 1967. – 111 с.
- Bigerelle, M. Multiscale functional analysis of wear – a fractal models of the grinding process. /Bigerelle M., Najjar D., Iost A. //Wear 258 (1–4). – – pp. 232–239.
- Chen, X. Life cycle model of the grinding process. /Chen X., Allanson D.R., Rowe W.B. // Computers in Industry Vol. 36, 1998. – pp. 5–11.
- Doman, D.A. et al. A survey of recent grinding wheel topography models / International Journal of Machine Tools & Manufacture 46. – 2006. – 343–352.
- Hou, Z.B. On the mechanics of the grinding process. Part I. Stochastic nature of the grinding process / Hou Z.B., Komanduri // International Journal of Machine Tools and Manufacture 43 (15). – 2003. – pp. 1579–1593.
- Nadolny, К. Application of computer modeling and simulation for designing of grinding wheels with zone-diversified structure. / Nadolny K. Plichta, J. Bałasz, B. //Management and Production Engineering Review 01. – 2010; 1(4). – pp. 38–45.
- Nguyen, T. A. Simulation of precision grinding process, part 1: generation of the grinding wheel surface. / Nguyen, T. A., Butler, D. L. // International Journal of Machine Tools & Manufacture, Vol. 45, 2005. – pp. 1321–1328.
- Shangping, L. Study of the ground workpiece surface topography in high-speed precision grinding using a scanning tunneling microscopy. /Shangping , Jie L., Li L., Shousheng C., Wengui S., Huiqin P. //Journal of Materials Processing Technology 139. – 2003. – pp. 263–266.
- Torrance, A. A. Modelling abrasive wear. Wear, Vol. 258, 2005. –pp. 281-293.
- Белкин, Е.А. Стохастическая модель процесса абразивной обработки // Справочник. Инженерный журнал. – 2004. – №3. C. 20–25.
- Грабченко, А.И. 3D моделирование алмазно-абразивных инструментов и процессов шлифования: Учеб. пособие / А.И. Грабченко, В.Л. Доброскок, В.А. Федорович. – Харьков: НТУ «ХПИ», 2006. – 364 с.
- Широков, А. В. Имитационное моделирование формообразования шлифованной поверхности / А.В. Широков, А.П. Осипов. – Самара: СамНЦ РАН. – 2011. – Т.13. – №4(3). – с. 905–909.
- Козлов, Д.В., Игнатьев А.А. Динамическая модель процесса врезного шлифования с учетом износа шлифовального круга. // Вестник Саратовского государственного технического унHYPERLINK "http://elibrary.ru/contents.asp?issueid=1107757"иHYPERLINK "http://elibrary.ru/contents.asp?issueid=1107757"верситета. Т. 3. № 2 (58). С. 63–66.
- Никифоров, И.П., Иванов Е.Н.Модель HYPERLINK "http://en.pskgu.ru/projects/pgu/storage/wt/wt13/wtpdf"оптимизации периода стойкости шлифовального кругаHYPERLINK "http://en.pskgu.ru/projects/pgu/storage/wt/wt13/wt13_65.pdf". // Труды Псковского политехнического института. – Псков: Изд-во ППИ, 2010. – № 13. – 296 с.
- Дьяконов, А.А. Имитационное моделирование процессов шлифования на основе применения высокопроизводительных кластеров и технологий параллельных вычислительных процессов / А.А. Дьяконов, Д.В. Ардашев, А.В. Лепихов // Фундаментальные и прикладные проблемы техники и технологии. – 2011. – № 2/2(286) – С. 29–34.
- Гисметулин, А.Р. Моделирование формообразования шероховатости поверхности на операции плоского шлифования / Гисметулин А.Р., Сидоренко О.М. – Самара: СамНЦ РАН. – Т. 14. № 4-3. С. 850–855.
- Носенко, В.А. Математическая модель формирования рабочей поверхности круга при шлифовании / Носенко В.А., Федотов Е.В., Даниленко М.В. // Инструмент и технологии. - 2010. - № 30-31. - C. 151-154.
- Новоселов, Ю.К. Динамика формообразования поверхностей при абразивной обработке. – Севастополь: Изд-во Сев.НТУ, 2012. – 304 с.
- Королев, А.В. Исследование процессов образования поверхностей инструмента и детали при абразивной обработке. – Саратов: Изд-во сарат. ун-та. – 1975. –192с.
- Корчак С.Н. Производительность процесса шлифования стальных деталей. – М.: Машиностроение. – – 280с.
- Саютин, Г.И. Шлифование деталей из сплавов на основе титана: монография / Г.И. Саютин, В.А. Носенко. - М.: Машиностроение, 1987. - 80 с.
- Носенко, В.А. Вероятностная модель распределения вершин зёрен на рабочей поверхности шлифовального круга / Носенко В.А., Федотов Е.В., Савин А.И. // СТИН. - 2007. - №7. - C. 12-18.
- Носенко, В.А., Теоретико-вероятностная модель формирования рабочей поверхности абразивного инструмента при шлифовании / Носенко В.А., Федотов Е.В. //Инструмент и технологии. № 15–16. С. 58.
- Носенко, В.А. Шлифование адгезионно-активных металлов: монография / В.А. Носенко. – М.: Машиностроение, 2000. – 262 с.
- Носенко, В.А. Вероятности разновидностей изнашивания зёрен абразивного инструмента при шлифовании / Носенко В.А., Федотов Е.В., Носенко С.В., Даниленко М.В. // Проблемы машиностроения и надёжности машин. - 2009. - № 3. - C. 63-71.
- Носенко, В.А. Определение износа шлифовальных зёрен скалыванием и закона его распределения / Носенко В.А., Федотов Е.В., Даниленко М.В. // Трение и смазка в машинах и механизмах. - 2008. - № 8. - C. 43-48.
- Патент №2375693 РФ. Способ определения эксплуатационной характеристики единичных абразивных зерен / В. А. Носенко, Е. В. Федотов, М. В. Даниленко, С. В. Носенко. 2008129990/28, заяв. 21.07.2008, опубл. 10.12.2009.
References
- Maslov E.N. Teorija shlifovanija metallov. – M.: Mashinostroenie, 1974. 320 p.
- Lur'e G.B. Shlifovanie metallov. – M.: Mashinostroenie, 1969. 172 p.
- Loladze T.P., Bokuchava G.V. Iznos almazov i almaznyh krugov. – M.: Mashinostroenie, 1967. 111 p.
- Bigerelle, M., Najjar D., Iost A. Multiscale functional analysis of wear – a fractal models of the grinding process. //Wear 258 (1–4). – – pp. 232–239.
- Chen, X., Allanson D.R., Rowe W.B. Life cycle model of the grinding process. // Computers in Industry Vol. 36, 1998. – pp. 5–11.
- Doman, D.A. et al. A survey of recent grinding wheel topography models / International Journal of Machine Tools & Manufacture 46. – 2006. – 343–352.
- Hou, Z.B. On the mechanics of the grinding process. Part I. Stochastic nature of the grinding process / Hou Z.B., Komanduri // International Journal of Machine Tools and Manufacture 43 (15). – 2003. – pp. 1579–1593.
- Nadolny, К. Application of computer modeling and simulation for designing of grinding wheels with zone-diversified structure. / Nadolny K. Plichta, J. Bałasz, B. //Management and Production Engineering Review 01. – 2010; 1(4). – pp. 38–45.
- Nguyen, T. A. Simulation of precision grinding process, part 1: generation of the grinding wheel surface. / Nguyen, T. A., Butler, D. L. // International Journal of Machine Tools & Manufacture, Vol. 45, 2005. – pp. 1321–1328.
- Shangping, L., Jie L., Li , Shousheng C., Wengui S., Huiqin P. Study of the ground workpiece surface topography in high-speed precision grinding using a scanning tunneling microscopy. //Journal of Materials Processing Technology 139. – 2003. – pp. 263–266.
- Torrance, A. A. Modelling abrasive wear. Wear, Vol. 258, 2005. –pp. 281-293.
- Belkin E.A. Stokhasticheskaya model' protsessa abrazivnoy obrabotki // Spravochnik. Inzhenernyy zhurnal, 2004. no. 3, pp. 20 – 25.
- Grabchenko A.I., Dobroskok V.P., Fedorovich V.A. 3D modelirovanie almazno-abrazivnykh instrumentov i protsessov shlifovaniya. // Ucheb. posobie. Khar'kov: NTU "KhPI", 2006. 364 p.
- Shirokov A.V., Osipov A.P. Imitatsionnoe modelirovanie formoobrazovaniya shlifovannoy poverkhnosti. // Samara: SamNTs RAN, 2011, T.13, no. 4(3), pp. 905 – 909.
- Kozlov D.V., Ignat'ev A.A. Dinamicheskaya model' protsessa vreznogo shlifovaniya s uchetom iznosa shlifoval'nogo kruga. // Vestnik Saratovskogo gosudarstvennogo tekhnicheskogo universiteta, 2011, T. 3, no. 2 (58), pp. 63 – 66.
- Nikiforov I. P., Ivanov E. N. Model' optimizatsii perioda stoykosti shlifoval'nogo kruga. // Trudy Pskovskogo politekhnicheskogo instituta. Pskov: Izd-vo PPI, 2010, no. 13, 296 p.
- D'jakonov, A.A., D.V. Ardashev, A.V. Lepihov Imitacionnoe modelirovanie processov shlifovanija na osnove primenenija vysokoproizvoditel'nyh klasterov i tehnologij parallel'nyh vychislitel'nyh processov. // Fundamental'nye i prikladnye problemy tehniki i tehnologii, 2011, no. 2/2 (286), pp. 29 – 34.
- Gismetulin A.R., Sidorenko O.M. Modelirovanie formoobrazovaniya sherokhovatosti poverkhnosti na operatsii ploskogo shlifovaniya. // Samara: SamNTs RAN, 2012, T. 14, no. 4 – 3, pp. 850 – 855.
- Nosenko V.A., Fedotov E.V., Danilenko M.V Matematicheskaya model' formirovaniya rabochey poverkhnosti kruga pri shlifovanii. // Instrument i tekhnologii, 2010, no. 30 – 31, pp. 151 – 154.
- Novoselov, Yu. K. Dinamika formoobrazovaniya poverkhnostey pri abrazivnoy obrabotke . – Sevastopol': Izd-vo Sev.NTU, 2012. 304 p.
- Korolev, A.V. Issledovanie processov obrazovanija poverhnostej instrumenta i detali pri abrazivnoj obrabotke. – Saratov: Izd-vo sarat. un-ta,1975, 192 p.
- Korchak S.N. Proizvoditel'nost' processa shlifovanija stal'nyh detalej. – M.: Mashinostroenie, 1976, 280 p.
- Sajutin, G.I., V.A. Nosenko Shlifovanie detalej iz splavov na osnove titana. – M.: Mashinostroenie, 1987, 80 p.
- Nosenko, V.A., Fedotov E.V., Savin A.I. Veroyatnostnaya model' raspredeleniya vershin zeren na rabochey poverkhnosti shlifoval'nogo kruga. // STIN, 2007, no.7, pp. 12-18.
- Nosenko V.A., Fedotov E.V. Teoretiko-veroyatnostnaya model' formirovaniya rabochey poverkhnosti abrazivnogo instrumenta pri shlifovanii. // Instrument i tekhnologii, 2003, no. 15–16, p. 58.
- Nosenko V.A. Shlifovanie adgezionno-aktivnykh metallov. – M.: Mashinostroenie, 2000, 262 p.
- Nosenko V.A., Fedotov E.V., Nosenko S.V., Danilenko M.V. Probabilities of abrasive tool grain wearing during grinding. // Journal of Machinery Manufacture and Reliability, 2009, Т. 38. no. 3, pp. 270–276. (in Russ.)
- Nosenko V.A., Fedotov E.V., Danilenko M.V. Opredelenie iznosa shlifoval'nykh zeren skalyvaniem i zakona ego raspredeleniya. // Trenie i smazka v mashinakh i mekhanizmakh, 2008, no. 8, pp. 43 – 48.
- Nosenko V.A., Fedotov E.V., Danilenko M.V., Nosenko S.V. Sposob opredeleniya ekspluatatsionnoy kharakteristiki edinichnykh abrazivnykh. Pat. 2375693 Ros. Federatsiya: MPK G 01 N 3/56, no. 2008129990/28, 2009, 7 p.