АНАЛИЗ ПЕРСПЕКТИВНЫХ МЕТОДОВ ПРОИЗВОДСТВА ВАКУУМНЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПАНЕЛЕЙ ПАССАЖИРСКИХ ВАГОНОВ

АНАЛИЗ ПЕРСПЕКТИВНЫХ МЕТОДОВ ПРОИЗВОДСТВА ВАКУУМНЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПАНЕЛЕЙ ПАССАЖИРСКИХ ВАГОНОВ
Научная статья
ORCID: 0000-0002-6627-2151,
Самарский государственный университет путей сообщения, Самара, Россия
* Корреспондирующий автор (dm.teamking[at]yandex.ru)
АннотацияВ публикации рассмотрены основные тенденции развития вагоностроения, главным направлением в которых является улучшение их динамических характеристик за счет снижения массы. Одним из способов снижения массы пассажирского вагона без потери его динамических свойств является применение в его конструкции вакуумной теплоизоляции на основе сотовых панелей, однако производство данных теплоизоляционных материалов повышает требование к оборудованию и производству в целом. В публикации рассмотрены два основных способа производства вакуумной теплоизоляции с использованием экструзионной линии и 3-D принтера. Используя данные годовых отчетов основного поставщика пассажирских вагонов для ОАО «РЖД» и рыночной стоимости материалов, выполнено сравнение затрат на изготовлении контрольной партии. Рассчитана себестоимость производства вакуумной теплоизоляции. Выполнено сравнение инвестиционных проектов по производству вакуумной теплоизоляции для пассажирских вагонов двумя способами.
Ключевые слова: вакуумная теплоизоляция, пассажирский вагон, экструзия, 3-D печать, дисконтированный доход.
AN ANALYSIS OF PROMISING METHODS FOR THE PRODUCTION OF VACUUM INSULATION PANELS FOR PASSENGER CARS
Research article
Timkin D.M.*
ORCID: 0000-0002-6627-2151,
Samara State Transport University, Samara, Russia
* Corresponding author (dm.teamking[at]yandex.ru)
AbstractThe current article discusses the main trends in the development of car building, the main objective of which is to improve their dynamic characteristics by reducing weight. One of the ways to reduce the weight of a passenger car without losing its dynamic properties is to use a vacuum thermal insulation based on honeycomb panels in its design; however, the production of these thermal insulation materials increases the requirement for equipment and production in general. The publication discusses two main methods of producing vacuum thermal insulation using an extrusion line and a 3D printer. Using the data of annual reports of the main supplier of passenger cars for JSC "Russian Railways" and the market value of materials, the study conducts a comparison of the costs for the production of a validation batch and calculates the production cost of vacuum thermal insulation. The article contains two variants of a comparison of investment projects for the production of vacuum thermal insulation for passenger cars.
Keywords: vacuum thermal insulation, passenger car, extrusion, 3D printing, discounted income. ВведениеКоличество потребляемых энергоресурсов напрямую зависит, как от источников тепла, так и от способов их сохранения. Одним из способов сохранения тепловой энергии отопительной системы пассажирского вагона является устройство теплоизоляции кузова. Ориентируясь на вопросы сохранения энергии и задачи энергетической программы ОАО «РЖД», требуется определить каким образом можно производить вакуумные теплоизоляционные панели и оценить эффективность выбранного метода.
Цель работы
Провести анализ различных способов производства вакуумных теплоизоляционных панелей и оценить экономический эффект от перехода с базового метода производства, к более перспективному выпуску с помощью 3-D печати.
Основная частьПроектирование перспективных видов подвижного состава тесно связано с новыми разработками, как в конструкции вагона, так и в производстве его деталей. В настоящее время большинство разработок в конструкторской области связано с повышением динамических качеств подвижного состава. Из курса основ механики подвижного состава известно, что основным критерием в повышении динамических качеств подвижного состава является масса вагона.
Снизить массогабаритные показатели можно разными способами, но основным методом является использование несущей конструкции кузова из сварных сэндвич-панелей. Следующим этапом в проектировании был переход от стали к алюминиевым сплавам. В настоящее время рассматриваются варианты конструирования кузова вагона из композитных материалов, но полностью выполнить переход на данную концепцию не представляется возможным, поскольку данные кузова имеют низкую прочность против ударных нагрузок.
Ещё одним способом снижения массогабаритных показателей является использование более легких теплоизоляционных материалов. Один из примеров таких материалов – вакуумная теплоизоляция на основе экструдированных сотовых панелей.
Работа в этой области может вестись по следующим направлениям: первое – кузов пассажирского вагона состоит с дополнительной внутренней или внешней теплоизоляцией [1]; второе – кузов пассажирского вагона состоит из полиамидных экструдированных панелей, внутренняя полость которых вакуумирована [2, С. 103]; третье – кузов пассажирского вагона состоит из стального каркаса, наружной обшивки из стального листа и внутренней обшивки из пластика, между которыми расположены слои тепло- и звукоизоляции в том числе вакуумная теплоизоляция в виде полиамидных экструдированных панелей [3, С. 14].
Проект стенки пассажирского вагона с вакуумной теплоизоляцией в виде полиамидных экструдированных панелей представлен на рисунке 1 (взято из [3, С. 23]).
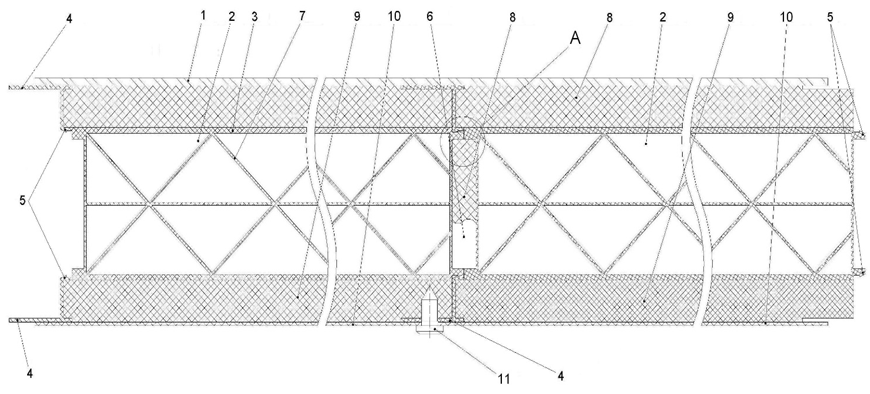
Рис. 1 – Теплоизолирующая стенка по патенту №182546:
1 – наружная стальная стенка; 2 – вакуумные теплоизоляционные элементы; 3 – внешние обечайки; 4 – кронштейны-ограничители; 5 – разъемные соединения типа «защелка»; 6 – зазоры; 7 – внутренние ребра жесткости; 8 – вспененный теплоизоляционный материал; 9 – звукоизоляционный материал; 10 – внутренняя декоративная стенка; 11 – крепежные элементы
С изобретением Чаком Халлом технологии 3-D печати и появлением в 2010-х годах промышленных 3-D принтеров, способных напечатать модели различной технической сложности и масштабов, способы производства с помощью данной технологии все чаще стали вытеснять старые способы производства [4].
В случае с сотовыми панелями ведущей технологией является производство с помощью экструзионных линий, где разогретый материал выдавливается через формовочную матрицу. Данный метод является сверхпроизводительным (производительность экструдеров может варьироваться от 180 кг/час до рекордных 1200 кг/час). Разнообразная форма матриц позволяет выпускать продукцию различной конфигурации, и вакуумные теплоизоляционные панели не являются здесь исключением. В данной статье рассмотрен экструдер, характеристики которого представлены в таблице 1.
Таблица 1 – Характеристики экструдера (данные plastinfo.ru)
| Характеристика | Размерность | Значение |
| Тип оборудования | - | LMSB |
| Цена за единицу оборудования | руб. | 17750000,00 |
| Цена сменной матрицы | руб. | 4500000 |
| Производительность | кг/час | 180,00 |
| Мощность электрическая | кВт | 105,00 |
| Время работы в сутки | час | 8,00 |
Альтернативой производства будет выступать метод 3-D печати сотовых панелей. Наиболее хорошо показавшими себя выступают промышленные 3-D принтеры, использующие в своей конструкции подвижные экструдеры, характеристики выбранного для сравнения 3-D принтера представлены в таблице 2.
Таблица 2 – Характеристики 3-D принтера (данные blb3d.ru)
| Характеристика | Размерность | Значение |
| Тип оборудования | - | THE BOX |
| Цена | руб. | 26 215 770,00 |
| Производительность | кг/час | 6,00 |
| Мощность электрическая | кВт | 15,00 |
| Время работы в сутки | час | 24,00 |
В первом приближении оба производства имеют множество сходств. С помощью экструдера, заменяя матрицы, можно варьировать толщину стенки, форму и размер сотовой панели. Различия начинаются в конструкции самого оборудования и принципе его действия, что нередко сказывается на производительности.
Оба рассматриваемых метода несут в себе положительные и отрицательные черты, но если говорить о внедрении новых технологий в производство, то в первую очередь интересуемся экономической эффективностью перехода с базового способа производства, которым является экструзия на перспективный – метод 3-D печати.
Внедрение новой техники и технологий, взамен старой является инвестиционным проектом, оценка эффективности которого выполнена согласно [4].
3-D модель теплоизоляционной стенки, показанной на рисунке 1, позволяет определить массу каждого элемента, приходящуюся на 1 м2 поверхности пассажирского вагона. На рисунке 2 представлены массовые характеристики 1 м2 стенки пассажирского вагона, а также массовые характеристики полиамидных вакуумных элементов, теплоизоляционных слоев из материала ПСБ-С и звукоизоляционных слоев из материала URSA Terra.
Как видно из рисунка 2, масса 1 м2 стенки составляет 24,444 кг, масса полиамидных вакуумных панелей – 6,564 кг, масса теплоизоляции из пенополистирола ПСБ-С с плотностью 140 кг/м3 – 0,961 кг, масса звукоизоляции из материала URSA Terra плотностью 20 кг/м3 – 0,119 кг.
Чтобы рассчитать массу каждого материала стенки, потребную для производства стенок всего вагона, необходимо умножить приведенные величины на площадь ограждения пассажирского вагона. На рисунке 3 представлены расчеты площади ограждения пассажирского вагона, выполненные с помощью анализа его 3-D модели.
Умножая массу материала, приходящуюся на 1 м2 поверхности кузова вагона, на площадь всей его поверхности, можно получить следующие значения масс материалов, приходящихся на один пассажирский вагон: полиамид ПА-6 – 1781 кг, пенополистирол ПСБ-С – 261 кг, материал URSA Terra – 32 кг.
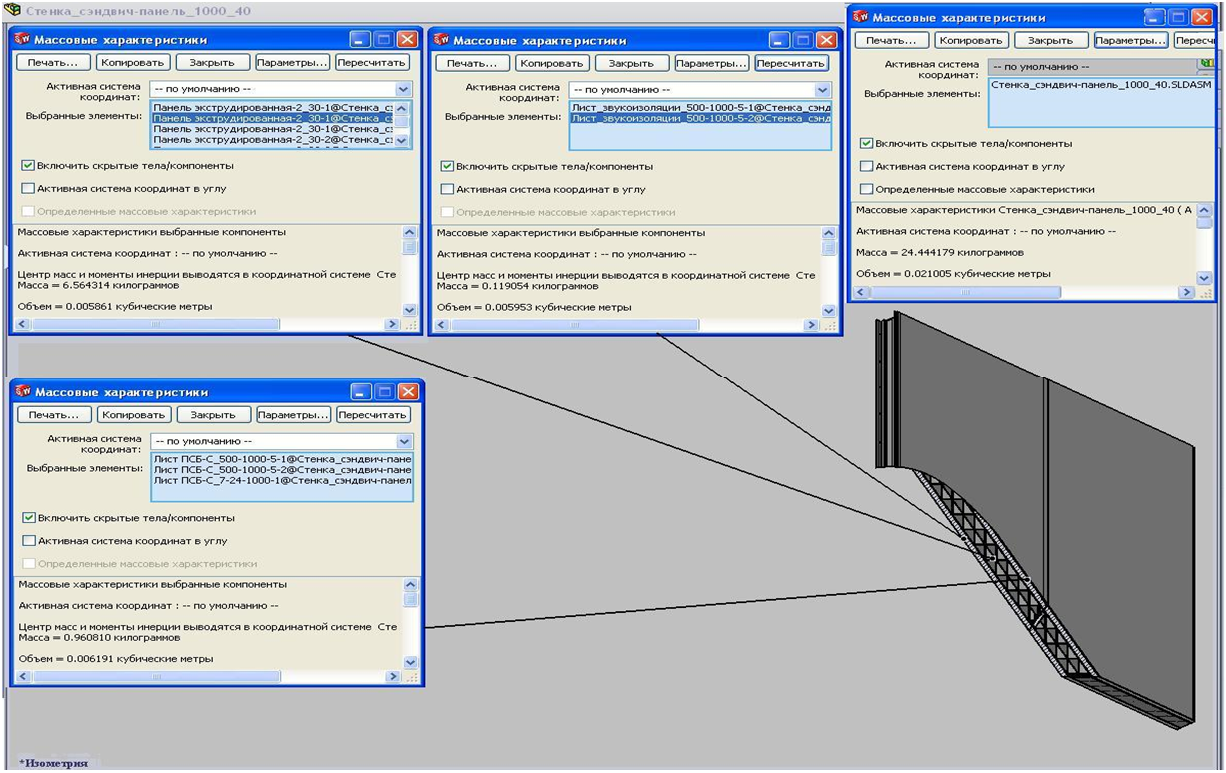
Рис. 2 – Массовые характеристики 1 м2 теплоизоляционной стенки
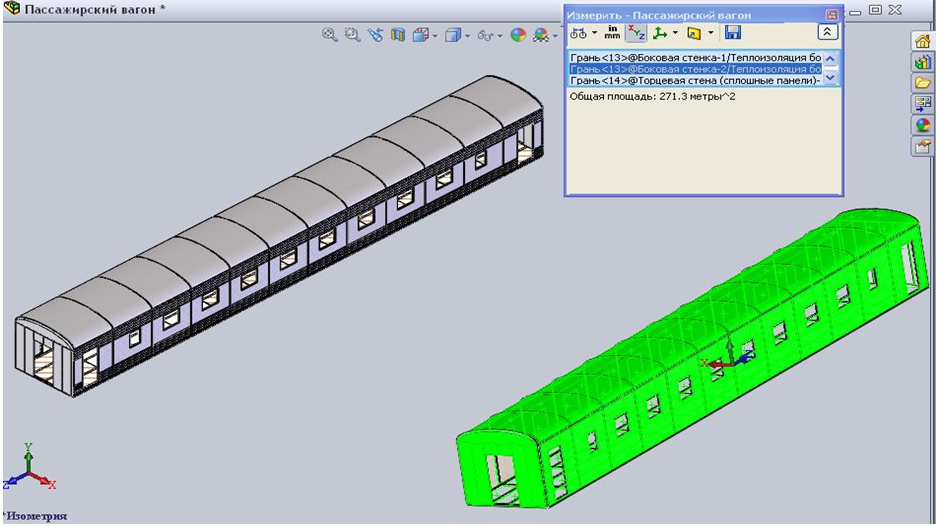
Рис. 3 – Анализ площади ограждения пассажирского вагона с помощью программы SolidWorks
3-D принтеры, используя свою автоматизированную систему могут работать 24 часа, в отличии от экструдера, которому постоянно нужен оператор, соответственно рабочая смена экструзионной линии сокращается до 8 часов. Расчет выполнен, исходя из тарифов, приведенных в таблице 3.
Как и любой производственный агрегат, экструдер и 3-D принтер являются устройствами, потребляющими электрическую энергию, поэтому зададимся фиксированным тарифом, по которому будет рассчитана стоимость энергии производственного участка. Поскольку данное оборудование закупается на капитал ОАО «РЖД», то согласно [6] средневзвешенная цена за 1 кВтч электроэнергии составляет 5 рублей.
Даже полностью автоматизированное оборудование нуждается в техническом обслуживании, а также в наблюдении оператора за процессом изготовления и функционирования. Согласно [7] выбирается тарифная ставка для электромеханика в размере 96,2 руб./час.
Стоимость материалов по данным таблицы 3 взяты сходя из средней рыночной стоимости, предлагаемой поставщиками в сети Интернет.
Поскольку 3-D принтер может работать целые сутки, так или иначе присутствие оператора на участке необходимо, для исключения форс-мажорных ситуаций, работа операторов предусматривается день-ночь по графику 2 через 2. Наличие работника на автоматизированном производственном участке предусматривается из соображений безопасности, поскольку даже за самым умным оборудованием должен следить человек, выполняя роль оператора-наладчика.
Таким образом раскладка фонда оплаты труда будет выглядеть следующим образом (таблица 4).
Зададимся программой выпуска пассажирских вагонов. Согласно [8] АО «Тверской вагоностроительный завод» в год выпустил 37 вагонов модели 64-4440.
Таблица 3 – Тарифы на материальные ресурсы
| Характеристика | Размерность | Экструзия | 3-D печать |
| Количество рабочих дней | шт. | 247,00 | 351,00 |
| Цена электроэнергии (по тарифу для ОАО "РЖД" | руб./кВтч | 5,00 | 5,00 |
| Тариф электромеханика (оператора) | руб./час | 96,20 | 96,20 |
| Продолжительность рабочей смены персонала | час | 8,00 | 8,00 |
| Продолжительность работы оборудования | час | 8,00 | 24,00 |
| Цена материала: Полиамид ПА-6 (гранулы или пруток) | руб./кг | 1050 | 2500 |
| Цена материала: Пенополистирол ПСБ-С | руб./кг | 206,9 | 206,9 |
| Цена материала: Материал URSA Terra | руб./кг | 93,27 | 93,27 |
Таблица 4 – Годовой фонд оплаты труда
| Характеристика | Размерность | Экструзия | 3-D печать |
| Требуемое количество операторов исходя из расчета 1 человек на смену | чел. | 1,00 | 2,00 |
| Месячная тарифная ставка | руб. | 16041,35 | 16041,35 |
| Доплата за выходные дни +2,5% на 1 чел | руб. | - | 401,03 |
| Доплата за работу в ночное время суток +40%, 1 чел. | руб. | - | 2020,20 |
| ФОТ месяц (на одного работника) | руб. | 16041,35 | 18462,58 |
| ФОТ годовой | руб. | 192496,20 | 221550.96 |
| Отчисления на социальные нужды, 31,2% | руб. | 60058,81 | 69123,91 |
| Расходы на работу персонала участка, год | руб. | 252555,01 | 290674,92 |
| Расходы на работу персонала участка c учетом количества работников, год | руб. | 252555,01 | 581349,84 |
Исходя из планируемой программы выпуска, требуется оборудовать участки производства с одинаковой массой выпуска готовой продукции, в противном случае программа выпуска производственным участком не будет выполнена. Результаты расчета сведены в таблицу 5.
Реструктуризация производственных участков, а также приобретение и внедрение нового оборудования, является инвестиционным проектом, с гарантированным сроком окупаемости.
Поскольку проект модернизации рассчитан на жизненный цикл приобретаемого оборудования, то горизонт планирования будет составлять не менее 7 лет.
Отметим, что при расчете инвестиционного проекта приведение текущей стоимости идёт с первого года производства, тогда как капитальные вложения планируются раньше, то есть в нулевом году.
Таблица 5 – Производственная программа и капитальные вложения
| Характеристика | Параметр | Экструзия | 3-D печать |
| Общий фонд рабочего времени в год, τраб | час | 1976,00 | 8424,00 |
| Масса комплекта изоляции на один вагон: | кг | 2074 | |
| Полиамид ПА-6 | кг | 1781 | |
| Пенополистирол ПСБ-С | кг | 261 | |
| Материал URSA Terra | кг | 32 | |
| Количество комплектов за год | шт. | 37,00 | 37,00 |
| Масса продукции из полиамида (вакуумные элементы), выпускаемой 1 единицей оборудования за год, Мпроизв | кг | 355680 | 50544 |
| Требуемая масса производимой продукции, Мтреб | кг | 65897 | |
Как видно из таблицы 5 один 3-D принтер не может обеспечить требуемую программу выпуска. Поэтому таких принтеров нужно несколько, количество оборудования рассчитаем по следующей зависимости:
Таким образом для оснащения равноценных производственных участков, мы получаем соотношение оборудования, равное 1:2, то есть на одну экструзионную линию (kобруд = 1), будет приходится участок из 2-х 3-D принтеров (kобруд = 2).
Необходимое время работы оборудования можно определить следующим образом:
Для одного экструдера τоборуд = 366,1 час.; для двух 3-D принтеров τоборуд = 5491,4 час.
С учетом количества оборудования, фонда оплаты труда для работников, обслуживающих оборудование, затраты на программу выпуска будут выглядеть следующим образом (таблица 6).
Таблица 6 – Скорректированный фонд оплаты труда
| Характеристика | Размерность | Экструзия | 3-D печать |
| Время работы производственного участка | час | 366,1 | 5491,4 |
| Тарифная ставка | руб./час | 96,20 | 96,20 |
| ФОТ за рабочее время участка | руб. | 35218,82 | 528272,68 |
Таблица 7 – Затраты на программу производства
| Параметр | Изм. | Экструзия | 3-D печать |
| Расходы на работу персонала участка, год | руб. | 35218,82 | 528272,68 |
| Расходы на материал | руб. | 69172950 | 164742500 |
| Расходы на электроэнергию за время τоборуд | руб. | 192199,58 | 823710,00 |
| Итого расходы на производственную программу | руб. | 6940368,4 | 166094482,68 |
В расходах на производственную программу производства вакуумной теплоизоляции из полиамида с помощью экструзии следует добавить затраты на замену сменных матриц из-за абразивно-гидравлического износа каждые 50 часов работы. Так как при экструзионном способе производства время работы составляет 366,1 часа, то необходимо 7 замен матриц. При стоимости одной матрица 4500 тыс. руб. Затраты на производство методом экструзии повышаются на 31500 тыс. руб. и составят 38440,684 тыс. руб.
Основным показателем эффективности инвестиционного проекта является совокупный чистый дисконтированный доход. Чистый дисконтированный доход является интегральным показателем, объединяющим эффекты за каждый год горизонта планирования.
Чистый дисконтированный доход определяется по следующей зависимости:
 (3)
где Rt – результаты, достигаемые на τ-ом шаге расчета (доходы);
Зt – затраты (текущие издержки и инвестиции), осуществляемые на том же шаге;
Е – норма дисконта, принятая Е = 0,06;
Эt – экономический эффект, достигаемый на t-ом шаге.
Т – горизонт расчета;
t = 0, 1, 2…Т – номер рассматриваемого периода (шаг расчета).
(3)
где Rt – результаты, достигаемые на τ-ом шаге расчета (доходы);
Зt – затраты (текущие издержки и инвестиции), осуществляемые на том же шаге;
Е – норма дисконта, принятая Е = 0,06;
Эt – экономический эффект, достигаемый на t-ом шаге.
Т – горизонт расчета;
t = 0, 1, 2…Т – номер рассматриваемого периода (шаг расчета).
Поскольку чистый дисконтированный доход – интегральный показатель, то его положительное значение может говорить нам, что при текущих затратах на производство и цену готовой продукции, инвестиционные затраты будут окупаться.
Инвестиции в проект заключаются в оборудовании экспериментальных производственных участков экструдером или двумя 3-D принтерами, они осуществляются на 0 шаге. Общие капитальные затраты складываются из стоимости 37 пассажирских вагонов модели 64-4440 и инвестиций на оборудование и производство вакуумной теплоизоляции для этих вагонов по двум различным вариантам (экструзионное изготовление и 3-D печать).
Затраты на техническое обслуживание одного пассажирского вагона равны 16 тыс. руб. в год. Эксплуатационные затраты складываются из затрат на техническое обслуживание и затрат на потребляемую в вагоне электроэнергию. Потребная мощность электрооборудования вагона летом составляет 50 кВт, а зимой – 98 кВт [9, C. 52]. Так как годовой фонд работы электроприборов вагона составляет 3600 часов, то среднегодовые затраты электроэнергии одного вагона с существующей теплоизоляцией равны 0,5×(50+98)×3600 = 266 400 кВт час. Учитывая тариф на электроэнергию 5 руб./ кВт час, годовые затраты на потребляемую в одном вагоне электроэнергию составляют 266 400×5 = 1332000 руб. Использование вакуумной теплоизоляции в пассажирском вагоне снижает на 47,6% энергопотребление системы кондиционирования летом и системы отопления зимой [10, С. 19]. Поэтому годовые затраты на потребляемую электроэнергию в одном вагоне с вакуумной теплоизоляцией составляют 1332000×(1-0,476) = 697968 руб. Таким образом, на каждом шаге эксплуатационные затраты на 37 вагонов с существующей теплоизоляцией составят Зi = 37×(16+1332) = 49876 тыс. руб., а на столько же вагонов с вакуумной теплоизоляцией Зi = 37×(16+697,968) = 26416,816 тыс. руб.
Годовой доход от эксплуатации партии пассажирских вагонов будет определяться по пассажирообороту.
Пассажирооборот – это показатель отражения объема перевозок пассажиров в пассажиро-километрах и исчисляется как произведение количества пассажиров на расстояние. В нашем случае пассажирооборот вагона рассчитывается по формуле:
где А – максимальная вместительность, составляющая 40 чел.;
n – количество вагонов;
l – расстояние перевозки (пробег), км;
N – число груженых рейсов в году.
Если рассмотреть самое востребованное направление Горьковской железной дороги на маршруте Москва- Нижний Новгород, тогда l = 440 км, а число рейсов в году N = 365, то годовой пассажирооборот партии из 37 пассажирских вагонов модели 64-4440 составляет Гп 1 = 40×37×440×365 = 237688000 пассажиро-километров.
Денежный доход одного года при эксплуатации 37 пассажирских вагонов будет равен:где k = 0,002659 тыс. руб./ пассажиро-километров – норма прибыли при установленном тарифе на пассажирские поезда направления Нижний Новгород-Москва в размере 1170 рублей.
Годовой доход от эксплуатации партии из 37 пассажирских вагонов модели 64-4440 составляет Р1 = 237688000 × 0,002659 = 632012,39 тыс. руб.
Более точное сравнение эффективности данных инвестиционных проектов возможно после анализа затрат на производство разных моделей вагонов.
Результаты расчетов и сравнение инвестиционных затрат для двух способов производства приведены на рисунках 4-6.
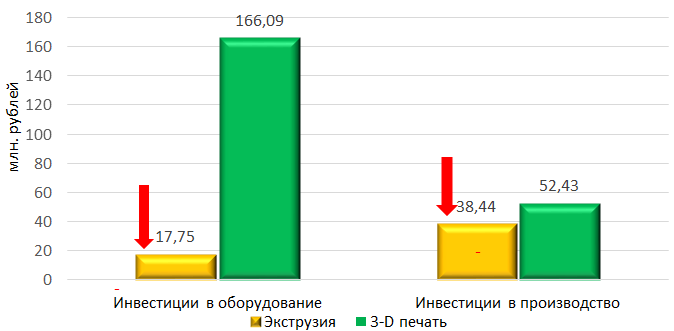
Рис. 4 – Сравнение инвестиционных затрат
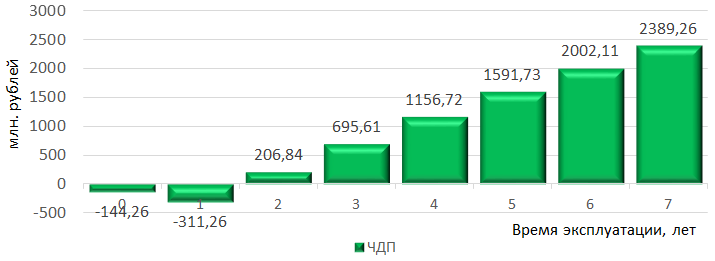
Рис.5 – Результаты расчета дисконтированного денежного потока при эксплуатации вагонов с обычной теплоизоляцией

Рис. 6 – Результаты расчета дисконтированного денежного потока при эксплуатации вагонов с инновационной теплоизоляцией
ЗаключениеНа основании сравнительного анализа двух способов производства сотовых панелей (методом экструзии и 3-D печати), можно сделать заключение, что при текущей стоимости оборудования и расходах на производство, инвестиционный проект в производство вакуумной теплоизоляции для пассажирских вагонов с помощью экструзии доказывает свою экономическую эффективность. Согласно расчетам, за семь лет эксплуатации 37 пассажирских вагонов с такой теплоизоляцией дисконтированный доход составит 2487490 тыс. руб., что на 98227 тыс. руб. больше, чем дисконтированный доход от эксплуатации такого же количества вагонов с существующей теплоизоляцией за тот же период. Инвестиционный проект в производство вакуумной теплоизоляции для пассажирских вагонов с помощью 3-D печати показал меньшую величину дисконтированного дохода, чем доход вагонов с существующей теплоизоляцией, поэтому в настоящее время он нерентабелен. Активно развивающиеся технологии объемной печати предлагают производителям техники возможности изготавливать детали более сложных профилей, и, возможно, в будущем при снижении стоимости 3-D принтеров данные технологии могут применяться при изготовлении вакуумной теплоизоляции пассажирских вагонов.
| Конфликт интересов Не указан. | Conflict of Interest None declared. |
Список литературы / References
- Балалаев А.Н. Особенности эксплуатации и ремонта пассажирского вагона с кузовом из алюминиевых панелей, полученных методом экструзии / А.Н. Балалаев, И.К. Андрончев // Вестник транспорта Поволжья, 2013. №3. С. 29-34.
- Киселев Д.А. Методика проектирования кузова пассажирского вагона с вакуумной теплоизоляцией в виде экструдированных панелей из полиамида / Д.А. Киселев, Т.А. Миронова // Новая наука: современное состояние и пути развития. Международное научное периодическое издание по итогам Международной научно-практической конференции (Стерлитамак, 30 апреля 2017г. Стерлитамак: АМИ, 2017. №4-2-2. С. 102-113.
- Балалаев А.Н. Проектирование наземных транспортных средств с использованием сотовых конструкций / А.Н. Балалаев, А.М. Зиятдинов, М.А. Паренюк, Д.М. Тимкин. Самара: СамГУПС, 2019. 196 с.
- Хабр. – [Электронный ресурс]. – URL: https://habr.com/smileexpo/blog. (дата обращения 12.12.2020)
- Методические рекомендации по расчету экономического эффекта внедрения научно-технических достижений и передового опыта на железных дорогах – филиалах ОАО «РЖД». М.: ОАО «РЖД», 2005. 22 с.
- Приложение № 1 к Приказу ФАС России от 12.04.2011 № 263.
- Положении об оплате труда работников филиалов открытого акционерного общества "Российские железные дороги" утверждено решением правления ОАО "РЖД" от 15 апреля 2004 года, протокол N 8.
- Годовой отчет открытого акционерного общества «Тверской вагоностроительный завод» за 2017 год.
- Балалаев А.Н. Оценка энергоэффективности системы электроснабжения пассажирского вагона с использованием ветрогенераторов и солнечных батарей / А.Н. Балалаев, С.В. Коркина, Е.М. Плохов, А.Ю. Половинкина // Электротехника. 2020. №3. С. 50-54.
- Балалаев А.Н. Исследование модели вакуумной теплоизоляции пассажирского вагона / А.Н. Балалаев, М.А. Паренюк, Г.М. Сергеев, Д.М. Тимкин // Вестник транспорта Поволжья. 2018. № 2. С. 13-20.
Список литературы на английском языке / References in English
- Balashev A. N. Osobennosti ekspluatacii I remonta passagirskogo vagona s kuzovom iz alluminievikh panelei, poluchennikh metodom ekstruzii [Features of operation and repair of a passenger car with a body made of aluminum panels obtained by extrusion] / A. N. Balashev, I.K. Andronchev // Vestnik transporta Povolzhjya 2003 , pp. 29-34 [in Russian]
- Kiselev D.A. Metodika proektirovaniya kuzova passagirskogo vagona c vacuumnoi teploizolyatsiei v vide ekstrudirovannikh panelei iz poliamida. [Method of designing a passenger car body with vacuum thermal insulation in the form of extruded polyamide panels] / D.A. Kiselev, T.A. Mironova // Novaya nauka: sovremennoye sostozniye I puti razvitiya. Mezhdunarodnoye nauchnoye periodicheskoye izdaniye po itogam Mezhdunarodnoy nauchno-prakticheskoy konferencii [New science: current state and development paths. International scientific periodical following the results of the International scientific and practical conference], 2017, vol. 4-2-2, pp. 102-113. [in Russian]
- Balalaev A.N. Proektirovaniye nazemnikh transportnikh sredstv s ispolzovaniem sotovikh konstrukciy [Design of ground vehicles using honeycomb structures] / A.N. Balalaev, A.M. Ziyatdinov, M.A. Parenyuk, D.M. Timkin, Samara, 2019, 196 p. [in Russian]
- – [Electronic resource]. – URL: https://habr.com/smileexpo/blog. (accessed 12.12.2020) [in Russian]
- Metodicheskie rekomendacii po raschetu jekonomicheskogo jeffekta vnedrenija nauchno-tehnicheskih dostizhenij i peredovogo opyta na zheleznyh dorogah – filialah OAO «RZhD» [Methodological recommendations for calculating the economic effect of the introduction of scientific and technical achievements and best practices on the railways-branches of JSC "Russian Railways"]. Moscow: JSC" Russian Railways", 2005. 22 p. [in Russian]
- Prilozhenie № 1 k Prikazu FAS Rossii ot 12.04.2011 [Appendix No. 1 to the Order of the FAS of Russia] № 263. [in Russian]
- Polozhenye ob oplate truda rabotnikov filialov otkritogo akzionernogo obschestva “Rosiiskiye zheleznyie dorogi”, utverzhdeno pravleniem OAO “RZD” [Regulations on remuneration of employees of branches of the open joint-stock company "Russian Railways" approved by the decision of the board of JSC "Russian Railways"], minutes No. 8 dated 04/15/2004. [in Russian]
- Godovoy otchet otkritogo actsionernogo obshestva “Tverskoy vagonostroitelniy zavod” [Annual report of the open joint stock company "Tver Carriage Works"], Tver, 2017. [in Russian]
- Balalaev A.N. Otsenka energoeffektivnosti sistemi energosnabzheniya passagirskogo vagona s ispolzovaniem vetrogeneratorov I solnechnikh batarei [Energy efficiency assessment of a passenger car power supply system using wind turbines and solar panels] / A.N. Balalaev, S.V. Korkina, E.M. Plokhov, A.Ju. Polovinkina // Elektrotekhnika [Electrical engineering], 2020, vol. 3, p. 50-54. [in Russian]
- N. Issledovaniye modeli vacuumnoy teploizolyatsii passagirskogo vagona [Study of the model of vacuum thermal insulation of a passenger car] / A.N. Balalaev, M.A. Parenyuk, G.M. Sergeev, D.M.Timkin // Vestnik transporta Povolzhya [Volga Transport Bulletin], 2018, vol. 2, pp. 13-20. [in Russian]