ПОВЕРХНОСТНАЯ ЗАКАЛКА С ИСПОЛЬЗОВАНИЕМ ВЫСОКОЭНЕРГЕТИЧЕСКОГО НАГРЕВА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ: ОСОБЕННОСТИ РАСПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНОГО ПОЛЯ

Иванцивский В.В.1, Скиба В.Ю.2, Рубцова Н.С.3, Скиба П.Ю.4
1Доктор технических наук, доцент, 2ORCID: 0000-0002-8242-2295, Кандидат технических наук, доцент, 3студент, 4студент, Новосибирский государственный технический университет
ПОВЕРХНОСТНАЯ ЗАКАЛКА С ИСПОЛЬЗОВАНИЕМ ВЫСОКОЭНЕРГЕТИЧЕСКОГО НАГРЕВА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ: ОСОБЕННОСТИ РАСПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНОГО ПОЛЯ
Аннотация
Объектом данных исследований является поверхностная закалка высокоэнергетическим нагревом токами высокой частоты (ВЭН ТВЧ). Данному источнику энергии свойственно весьма сложное распределение энергии по толщине нагреваемого слоя. Теоретически обоснована и практически доказана возможность возникновения жидкой фазы в глубине поверхностного слоя при поверхностной закалке стальных деталей с использованием высокоэнергетического нагрева токами высокой частоты и душевого охлаждения. Это может являться причиной образования в глубине материала микрообъемов расплавленного металла, приводящее к существенному снижению качества обрабатываемого изделия. Следовательно, при назначении технологических режимов, необходимо учитывать характерные особенности обработки данными источниками нагрева.
Ключевые слова: поверхностная закалка, токи высокой частоты, конструкционная сталь, жидкая фаза.Ivancivsky V.V.1, Skeeba V.Yu.2, Rubtsova N.S.3, Skeeba P.Yu.4
1PhD in Engineering, Associate professor, 2ORCID: 0000-0002-8242-2295, PhD in Engineering, Associate professor, 3 Student, 4 Student, Novosibirsk State Technical University
SURFACE HARDENING USING HIGH-ENERGY HEATING BY HIGH FREQUENCY CURRENTS: FEATURES OF THE DISTRIBUTION OF TEMPERATURE FIELD
Abstract
The target of the research is high-energy heat hardening of the surface by high-frequency currents (HEH HFC). This energy source is characterized by highly complicated energy distribution in the depth of the heated layer, which may cause the formation of micro volumes of molten metal in the depth of the material, leading to a significant reduction in the quality of the workpiece. Quenching of steel 45 using high-frequency induction-heating (440000 Hz) with simultaneous shower water cooling was studied. The possibility of liquid-phase creation in the bulk (appr. 0.2 mm) in the material being treated in the absence of melting on the surface was clearly demonstrated by both numerical simulation of the temperature field in the material during hardening and experimental results. Consequently, when setting the process parameters, it is necessary to take into account the processing characteristics by the given heat sources.
Keywords: surface hardening, high-frequency currents, structural steel, liquid phase.Введение
Поверхностная закалка стальных деталей с использованием концентрированных источников энергии характеризуется высокими скоростями нагрева (десятки тысяч градусов в секунду) [1 - 5]. В этих условиях для завершения процесса аустенитизации разогрев стали осуществляют вплоть до температуры плавления. При использовании поверхностных источников нагрева (лазер, плазма и др.) максимальные значения температур, безусловно, наблюдаются именно на поверхности материала. Однако для объемных источников энергии (электронный луч, токи высокой частоты) данный факт не очевиден. Это объясняется, прежде всего, физической природой объемного источника, то есть закономерностью распределения энергии по глубине нагреваемого слоя [6]. Так в работах [7, 8] показана возможность образования в глубине материала микрообъемов расплавленного металла при нагреве в воздушной атмосфере с использованием электронного пучка. На данных участках при поверхностной закалке заэвтектоидной стали была зафиксирована структура ледебурита, характерная для термической обработки чугунов.
При нагреве сталей в воздушной среде с использованием концентриро-ванного электронного пучка распределение выделяемой энергии в материале носит подобный характер, как и при высокоэнергетическом нагреве токами высокой частоты (ВЭН ТВЧ) [6, 9]. В этом случае при поверхностной закале с использованием ВЭН ТВЧ можно так же ожидать возможность возникновения локальных объемов жидкой фазы в глубине материала.
Целью данной работы является определение наиболее теплонапряженного слоя при высокоэнергетическом нагреве токами высокой частоты (ВЭН ТВЧ) стальных деталей с использованием душевого охлаждения.
Описание экспериментаВЭН ТВЧ позволяет реализовать удельные мощности при непрерывно-последовательном способе нагрева порядка 300 МВт/м2. Характерные особенности присущие ВЭН ТВЧ заключаются в следующем. Для максимальной концентрации энергии в локальном объеме материала нагрев осуществляется при частоте тока 440000 Гц. Инструментом является индуктор петлевого типа, изготовляемый плоским с минимальной шириной активного провода индуктора (bmin = 1,2 мм) и оснащенный ферритовым магнитопроводом с высокой магнитной проницаемостью. Обработка осуществляется с минимальными технологически возможными зазорами δ = 0,1...0,5 мм. С целью устранения возможности перегорания активного провода и обеспечения надежного отвода теплоты толщина стенок индуктора составляет a = 0,12...0,15 мм.
При нагреве ТВЧ источником выделения энергии являются вихревые токи, возникающие в материале при воздействии переменных магнитных и электрических полей. Величина удельной мощности нагрева будет определяться плотностью тока J, характер изменения которого по глубине металла описывается зависимостью ![]() .
.
Здесь JZ – плотность тока на глубине Z; J0 – плотность тока на поверхности; ρe – удельное электрическое сопротивление; f – частота тока; μ0 – абсолютная магнитная проницаемость вакуума; μ - относительная магнитная проницаемость материала.
При нагреве стали, изменяются ее удельное электрическое сопротивление и магнитная проницаемость, причем удельное сопротивление возрастает вплоть до точки магнитных превращений, после чего его рост замедляется. Магнитная проницаемость слабо зависит от температуры примерно до 650…700 0С, после чего быстро уменьшается и достигает величины, примерно равной магнитной проницаемости вакуума. Из вышеизложенного следует, что распределение энергии по глубине материла, не является постоянным.
Кинетические кривые нагрева ТВЧ поверхности изделия имеют перегиб в интервале температур 700…800 оС. Процесс нагрева разделяется на начальный этап с большой почти постоянной скоростью нарастания температуры и этап замедленного нагрева выше температуры потери сталью магнитных свойств. Основной причиной замедления нагрева в точке магнитных превращений является перераспределение энергии по сечению изделия. Действительно, в процессе нагрева всегда создается некоторый температурный градиент по сечению обрабатываемого объекта. Величины ρe и μ зависят от температуры материала. Распространение электромагнитного процесса происходит, таким образом, в среде с переменными ρe и μ. В работе [10] рассмотрен случай, когда материал как бы состоит из двух слоев, имеющих разные re и m. Если первый слой нагрет выше температуры 800 0С, а второй не подвергся нагреву (20 0С), то распределение вихревого тока точно соответствовало бы зависимости, представленной на рис. 1.
Следовательно, при условии, когда верхний слой материала потерял ферромагнитные свойства, а нижележащий слой нагрет до температуры не превышающий температуры точки Кюри, происходит перераспределение плотности тока. Максимум энерговыделения смещается от поверхности в слой, не потерявший ферромагнитные свойства.
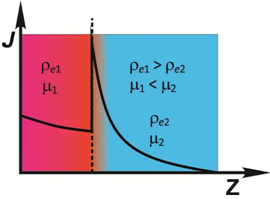
Рис. 1 - Распределение плотности тока по глубине в двухслойной среде
В процессе моделирования температурных полей в сталях при ВЭН ТВЧ по алгоритму, представленному в работе [9], было установлено, что при определенном сочетании режимов нагрева температура нижележащего слоя может достигать более высоких значений, чем на поверхности (рис. 2). Так температура слоя на глубине Z = 0,2 мм от поверхности, достигает значений температуры плавления материала, в то время как температура поверхностного слоя ниже этого значения. Это происходит за счет того, что при разогреве поверхностного слоя до температуры точки Кюри Тк, когда сталь теряет ферромагнитные свойства, большая часть энергии выделяется в
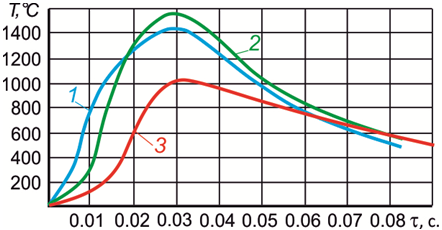
Рис. 2 - Термические циклы, реализуемые на различной глубине поверхностного слоя при нагреве ВЭН ТВЧ: материал – сталь 45; qи = 200 МВт/м2, Vд = 60 мм/с, Rи = 1,2 мм; 1 – Z = 0; 2 – Z = 0,2 мм; 3 – Z = 0,8 мм
нижележащем слое. При этом в поверхностном слое происходит интенсивный отбор тепла охлаждающей жидкостью, подающейся непосредственно в зону нагрева, в то время как в нижележащем слое отвод тепла регламентируется условиями теплопроводности. В этом случае становится возможным образование жидкой фазы не на поверхности, а в более глубоких слоях нагреваемого металла.
Для подтверждения полученных результатов моделирования температурных полей был проведен эксперимент, реализующий режимы нагрева, приведенные на рис. 2. В процессе обработки цилиндрического образца было зафиксировано возникновение автоколебаний индуктора, вызванного периодическими выбросами расплавленного металла на поверхность.
Обсуждение результатовЭто явление можно объяснить следующим образом. В данных условиях источник энергии является медленно движущимся, то есть скорость теплопередачи выше скорости движения источника. Поэтому в начальный момент нагрева не наблюдается расплавления металла (рис. 2). Через определенный момент времени температура на глубине порядка 0,2 мм достигает значений температуры плавления металла (кривая 2). В этом случае в приповерхностном слое в зоне, расположенной непосредственно под индуктором, происходит образование замкнутого объема расплавленного металла. Тепловое расширение расплава приводит к возрастанию давления в данном объеме. Поверхностный слой металла, разогретый до высоких температур (кривая 1), становится пластичным. Это приводит к кинжальному проплавлению, то есть расплавленный металл из нижележащего слоя выбрасывается наружу, оставляя на поверхности образца кратер (лунку), а так же наплывы и капли расплавленного металла (рис. 3).
Следует отметить, что при определенных сочетаниях режимов поверхностной закалки оплавление материала может начинаться и с поверхностного слоя. Однако, как видно на рис. 3, следов оплавления
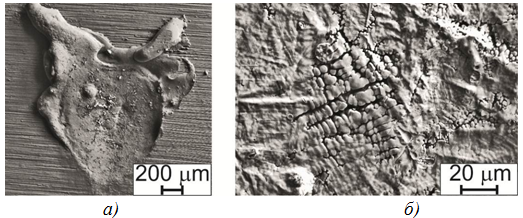
Рис. 3 - Лунка, образовавшаяся на поверхности образца после выброса расплавленного металла (а) и фрагмент поверхности внутри лунки (б)
металла до лунки не наблюдается. Отсутствие следов оплавления после лунки объясняется тем, что в процессе выброса расплавленного металла происходит уменьшение зазора между активным проводом индуктора и обрабатываемой поверхностью, что приводит к увеличению интенсивности магнитного поля между индуктором и нагреваемым объектом. Это, в свою очередь, приводит к возрастанию отталкивающего удельного механического усилия между индуктором и деталью, что вызывает упругую деформацию токоподводящих медных трубок и, как следствие, происходит увеличение зазора и снижению удельной мощности нагрева. После прохождения зоны расплавления за счет упругости индуктора величина зазора восстанавливается, и цикл нагрева поверхности детали повторяется. Именно с этим связана периодичность возникновения на образцах следов проплава металла. При этом следует подчеркнуть, что в процессе обработки не наблюдалось замыкания активного провода индуктора с обрабатываемой поверхностью, что привело бы к короткому замыканию и плавлению меди активного провода индуктора, приводящих к его разрушению. Для подтверждения данного факта был проведен микрорентгеноспектральный анализ оплавленного слоя, который показал отсутствие следов меди в расплаве.
Выброс расплавленного металла происходит не по всей ширине обрабатываемого образца, а в двух локальных зонах. Это объясняется достаточно трудоемкой технологией изготовления индуктора для реализации высокоэнергетического нагрева ТВЧ. При этом весьма сложно обеспечить абсолютную прямолинейность активного провода индуктора. Его профиль имеет отклонения от прямолинейности в пределах 0,02…0,04 мм, что, безусловно, сказывается и на уровне удельной мощности нагрева. Наиболее глубокий проплав металла происходит именно в тех двух зонах, где зазор между индуктором и обрабатываемой поверхностью был минимальным.
На рис. 4 представлены снимки различных участков зоны оплавления металла, зафиксированные на растровом электронном микроскопе Carl Zeiss
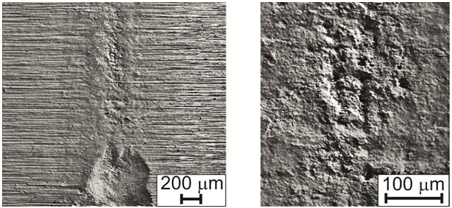
Рис. 4 - Фрагменты зоны, соответствующей начальной стадии проплавления металла
EVO50 XVP. Наличие жидкой фазы металла, интенсивное охлаждение с поверхности за счет подачи охлаждающей жидкости непосредственно в зону нагрева и интенсивный отвод тепла вглубь металла за счет теплопроводности позволяет сделать вывод о возможности получения переохлажденного расплава. Как видно из рисунков на поверхности лунок формируется дендритное построение материала. Кристаллизация металла происходила в условиях быстрого охлаждения, что привело к возникновению значительных по величине градиентов напряжений, и, как следствие, к возникновению микротрещин.
ВыводТаким образом, на основании проведенных исследований сделан вывод о том, что назначать режимы поверхностной закалки с использованием ВЭН ТВЧ с одновременным душевым охлаждением необходимо исходя из наиболее теплонапряженного слоя. Так, например, для стали 45 максимальные значения температур реализуются на глубине 0,15…0,2 мм.
Список литературы / References
- Иванцивский В.В., Скиба В.Ю., Зуб Н.П. Методика назначения режимов обработки, обеспечивающих рациональное распределение остаточных напряжений при поверхностной закалке ВЭН ТВЧ // Научный вестник НГТУ. -2008. -№ 3 (32). - С. 83-94.
- Скиба В.Ю. Обеспечение требуемого характера распределения остаточных напряжений при упрочнении высокоэнергетическим нагревом токами высокой частоты // Обработка металлов (технология, оборудование, инструменты). -2007. -№ 2 (35). -С. 25-27.
- Структура износостойких плазменных покрытий после высокоэнергетического воздействия ТВЧ / Ю.С. Чёсов, Е.А. Зверев, В.В. Иванцивский, В.Ю. Скиба, Н.В. Плотникова, Д.В. Лобанов // Обработка металлов (технология, оборудование, инструменты). -2014. -№ 4 (65). -С. 11-18.
- Formation of high-carbon abrasion-resistant surface layers when high-energy heating by high-frequency currents / N.V. Plotnikova, V.Y. Skeeba, N.V. Martyushev, R.A. Miller, N.S. Rubtsova // IOP Conference Series: Materials Science and Engineering. - 2016. - Vol.156. - P.012022
- Skeeba V. Quality improvement of wear-resistant coatings in plasma spraying integrated with high-energy heating by high frequency currents / V. Skeeba, V. Pushnin, D. Kornev // Applied Mechanics and Materials. - 2015. - Vol. 788. - P. 88-94.
- Numerical Simulation of Temperature Field in Steel under Action of Electron Beam Heating Source / V.Yu. Skeeba, V.V. Ivancivsky, N.V. Martyushev, D.V. Lobanov, N.V. Vakhrushev, A.K. Zhigulev // Key Engineering Materials. – 2016. – Vol. 712. – P. 105–111.
- The features of steel surface hardening with high energy heating by high frequency currents and shower cooling / V.V. Ivancivsky, V.Y. Skeeba, I.A. Bataev, D.V. Lobanov, N.V. Martyushev, O.V. Sakha, I.V. Khlebova // IOP Conference Series: Materials Science and Engineering. - 2016. - Vol.156. - P.012025.
- Особенности структурных превращений в сталях, обусловленные использованием источников высококонцентрированной энергии / А.А. Батаев, И.А. Батаев, В.Г. Буров, В.В. Иванцивский // Обработка металлов (технология, оборудование, инструменты). – 2004. -№ 4(25) – С. 18-19.
- Иванцивский В.В. Численное моделирование температурных полей в материалах при упрочнении с использованием концентрированных объемных источников нагрева // Научный вестник Новосибирского государственного технического университета. - 2004. - № 2. - С. 161-172.
- Бабат Г.И. Индукционный нагрев металлов и его промышленное применение – М.-Л.,: Энергия, 1965. – 552 с.
Список литературы на английском языке / References in English
- Ivancivsky V.V., Skeeba V.Yu., Zub N.P. Metodika naznacheniya rezhimov obrabotki, obespechivayushchikh ratsional'noe raspredelenie ostatochnykh napryazhenii pri poverkhnostnoi zakalke VEN TVCh [Method of determining processing modes, ensuring the rational distribution of residual stresses in surface hardening HEH HFC] // Nauchnyi vestnik NGTU [Science Bulletin of Novosibirsk State Technical University]. -2008. № 3 (32). P. 83-94. [in Russian]
- Skeeba V.Yu. Obespechenie trebuemogo kharaktera raspredeleniya ostatochnykh napryazhenii pri uprochnenii vysokoenergeticheskim nagrevom tokami vysokoi chastoty [Providing the required character of the residual stress distribution for hardening high-energy high-frequency heating] // Obrabotka metallov (tekhnologiya, oborudovanie, instrumenty) [Metal Working and Material Science]. -2007. № 2 (35). P. 25-27. [in Russian]
- Chesov Yu.S., Zverev E.A., Ivancivsky V.V., Skeeba V.Yu., Plotnikova N.V., Lobanov D.V. Struktura iznosostoikikh plazmennykh pokrytii posle vysokoenergeticheskogo vozdeistviya TVCh [Structure of wear resistant plasma coatings after high-energy treatment using high-frequency currents]. Obrabotka metallov (tekhnologiya, oborudovanie, instrumenty) [Metal Working and Material Science]. – 2014. №. 4 (65). P. 11-18. [in Russian]
- Formation of high-carbon abrasion-resistant surface layers when high-energy heating by high-frequency currents / N. V. Plotnikova, V. Y. Skeeba, N. V. Martyushev, R. A. Miller, N. S. Rubtsova // IOP Conference Series: Materials Science and Engineering. - 2016. V.156. P.012022. [in English]
- Skeeba V. Quality improvement of wear-resistant coatings in plasma spraying integrated with high-energy heating by high frequency currents / V. Skeeba, V. Pushnin, D. Kornev // Applied Mechanics and Materials. - 2015. V. 788. P. 88-94. [in English]
- Skeeba V.Yu., Ivancivsky V.V., Martyushev N.V., Lobanov D.V., Vakhrushev N.V., Zhigulev A.K. Numerical Simulation of Temperature Field in Steel under Action of Electron Beam Heating Source // Key Engineering Materials. – 2016. V. 712. P. 105–111. [in English]
- The features of steel surface hardening with high energy heating by high frequency currents and shower cooling / V.V. Ivancivsky, V.Y. Skeeba, I.A. Bataev, D.V. Lobanov, N.V. Martyushev, O.V. Sakha, I.V. Khlebova // IOP Conference Series: Materials Science and Engineering. - 2016. V. 156. P.012025. [in English]
- Bataev A.A., Bataev I.A., Burov V.G., Ivancivsky V.V. Osobennosti strukturnykh prevrashchenii v stalyakh, obuslovlennye ispol'zovaniem istochnikov vysokokontsentrirovannoi energii [Features of structural transformations in steels based on highly concentrated energy sources]. Obrabotka metallov (tekhnologiya, oborudovanie, instrumenty) [Metal Working and Material Science]. – 2004. № 4(25). P. 18-19. [in Russian]
- Ivancivsky V.V. Chislennoe modelirovanie temperaturnykh polei v materialakh pri uprochnenii s ispol'zovaniem kontsentrirovannykh ob"emnykh istochnikov nagreva [Numerical modeling of temperature fields in materials hardening using concentrated volumetric heat sources]. Nauchnyi vestnik NGTU [Science Bulletin of Novosibirsk State Technical University], 2004, no. 2, pp. 161-172. [in Russian]
- Babat G.I. Induktsionnyi nagrev metallov i ego promyshlennoe primenenie [Induction heating of metals and its industrial application]. Moscow-Leningrad, Energiya Publ., 1965. 552 P.