CHANGING OF THE MACHINE ACCURACY UNDER THE ACTION OF THERMAL PROCESSES

Дмитриев Б.М.
ORCID: 0000-0002-2668-9956, доктор технических наук, Московский государственный технический университет им. Н.Э. Баумана Москва
ИЗМЕНЕНИЕ ТОЧНОСТИ СТАНКА ПОД ДЕЙСТВИЕМ ТЕРМИЧЕСКИХ ПРОЦЕССОВ
Аннотация
Статья посвящена исследованию изменения точности станка под действием термических процессов. Известно, что точность станка изменяется под действием различных процессов (термические процессы, жёсткость и т. д.). В существующей системе знаний станок исследуют как механическую машину, в которой процессы, изменяющие точность станка, действуют независимо. Развитие станкостроения привело к усложнению конструкции до состояния термодинамической системы, в которой процессы оказывают влияние друг на друга. В статье приводятся результаты исследования одновременного действия термических процессов на изменение как геометрической точности так и жёсткости.
Ключевые слова: станок, изменение жёсткости, геометрическая точность станка, термический процесс, взаимное влияние процессов, точность конструкции станка.
Dmitriev B.M.
ORCID: 0000-0002-2668-9956, PhD in Engineering, Bauman Moscow State Technical University, Moscow
CHANGING OF THE MACHINE ACCURACY UNDER THE ACTION OF THERMAL PROCESSES
Abstract
The article is devoted to the study of the change in the machine accuracy under the influence of thermal processes. It is known that the accuracy of the machine changes under the influence of various processes (thermal processes, rigidity, etc.). In the existing knowledge system, the machine is examined as a mechanical vehicle in which the processes that change the accuracy of the machine operate independently. The development of machine-tool construction has led to the complication of the design to the state of the thermodynamic system in which the processes influence one another. The article presents the results of the study of the simultaneous action of thermal processes on the variation of both geometric accuracy and rigidity.
Keywords: machine, change of rigidity, geometrical accuracy of the machine, thermal process, mutual influence of processes, accuracy of machine design.
Станок как машина для производства деталей изделий машиностроения выполняет три основные функции. Формирование из заготовки требуемой конфигурации детали, формирование точных размеров детали и обеспечение производительности производства этих деталей. Точность деталей обеспечивает качество производимых изделий машиностроения [1, С. 26]. Производительность процесса обеспечивает требуемый темп сборки. Процесс формирования всех трёх свойств обеспечивается путём совершения работы по съёму стружки с заготовки.
Формирование детали зависит от кинематики станка. Данный параметр во время эксплуатации практически не изменяется [2, С. 42]. Два других свойства зависимы и во время рабочего процесса изменяют свои параметры. Существующая система знаний (ССЗ) рассматривает станок как механическую машину для совершения работы для придания заготовке требуемой конфигурации детали [3, С. 4]. Теория точности обработки исследует причины, изменяющие как точность производимых деталей, так и производительность процесса резания, исходя из того, что эти причины независимы в своём действии. Исследование этих причин проводятся в статическом состоянии [4, С. 143]. Теория точности обработки была разработана применительно к управлению точностью размеров. Для обеспечения параметров точности и производительности процесса производства деталей, конструкция станка должна обладать свойствами, обеспечивающими как точность, так и производительность. В конструкции станка эти функцию выполняет базовое свойство — это жёсткость конструкции [5, С. 8].
Для обеспечения стабильного производства годных деталей требуется, чтобы параметры жёсткости конструкции во время рабочего процесса сохраняли постоянство своих параметров. Современный уровень вопросов точности деталей характеризуется проблемной ситуации, которая состоит в том, что к вопросам точности производимых деталей, по мимо точности размеров, предъявляет требования по обеспечению отклонения формы и расположения [6, С. 27].. Практика эксплуатации изделий машиностроения показывает, что отклонения формы и расположения поверхностей деталей влияют на качество изделий, т. к. определяют качество стыков [7, С. 28]. Существующая теория точности не имеет в своём арсенале возможности управлять формированием этими отклонениями. Процесс формирования отклонениями представляет собой явление, которое зависит от иных причин, чем формирование погрешности размера.
В существующей практике имеются работы, показывающие на наличие процесса изменения жёсткости конструкции при действии термических воздействий [8, С. 3], [9].
В работе [8] представлена причина изменения жёсткости шпиндельных опор. Она состоит в том, что источником изменения жёсткости под действием теплоты является изменение условия контакта на поверхностях соединения. Из проведённых исследований стало ясно, что источником изменения жёсткости является активное соединение, в котором проявляется одновременно изменение жёсткости и образование теплоты в одном месте и в одно время. Однако в конструкции имеется набор неподвижных стыков, в которых нет образования теплоты.
Для получения информации о поведении неподвижных стыков с позиций изменения жёсткости, в которых не образуется теплота, был поставлен эксперимент. Производили оценку состояния конструкции токарного станка по параметрам угловой жёсткости в горизонтальной плоскости (рис.1). Работа производилась на холостом ходу. В одном случае исследовали поведение конструкции токарного станка, когда работа производилась без работы шпинделя (1). Второй эксперимент состоял в аналогичном режиме исследований, но в этом случае работали все механизмы конструкции, включая шпиндель (2).
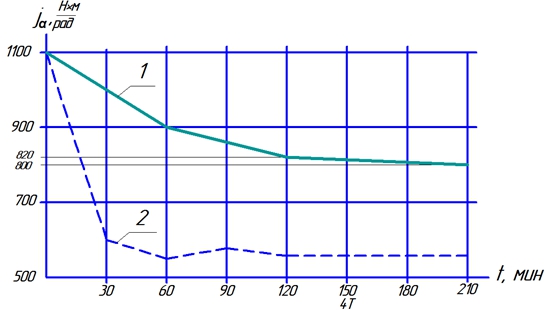
Рис.1 – Изменение параметров жёсткости конструкции во время рабочего процесса
Эксперимент показал, что конструкция изменяет величину жёсткости в обоих случаях. При этом интенсивность изменения разная. Она более интенсивна во время работы всех механизмов. Это говорит о том, что изменение жёсткости происходит как в активных сопряжениях, так и в неподвижных стыках.
Работа станка приводит к образованию теплоты, которая приводит к изменению жёсткости конструкции. Известно, что жёсткость во многом определяет точность обработки. Изменение параметров жёсткости во время рабочего процесса является процессом и его действие будет отражаться не только на погрешности размера, но и на других параметрах точности поверхностей производимых деталей.
Для выяснения этого положения произвели оценку такого параметра как отклонение формы на поверхностях произведённых деталей. Исследование производили на станке токарного типа (16К20 Ф3). Производили обработку партии деталей. На рис.2 представлена схема обработки заготовки.
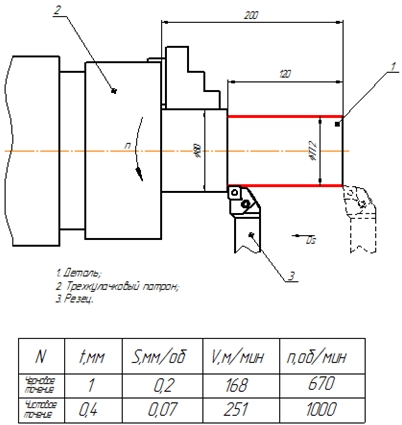
Рис. 2 – Схема обработки заготовки
Для того чтобы исключить влияние износа инструмента, заготовку обрабатывали черновым резцом, а чистовые проходы осуществляли остро заточенными (резец токарный проходной упорный 16*10*100 ВК8). На рис. через определённые промежутки времени производили оценку отклонения формы произведённых поверхностей. Оценку осуществляли на микроскопе УИМ-21 с помощью микрокатора МИК 1ИГП 0,050 0,001 МИК. Оценивали так же значение величины термических деформаций конструкции. Результаты представлены на рис. 3.
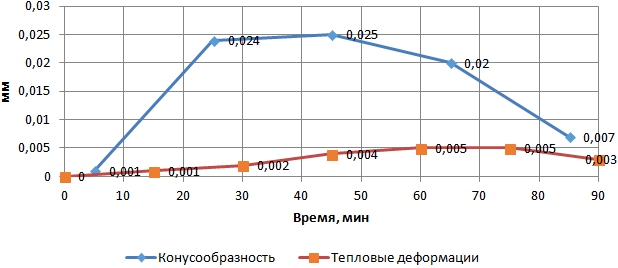
Рис. 3 – Изменение величины конусообразности и термических деформаций в течение эксперимента
Исследования обнаруживают изменение отклонения формы в виде конусообразности, которая изменяется по величине за время эксперимента. Наиболее важный факт из этого эксперимента состоит в том, что обнаруживается изменения жёсткости от действия термических процессов.
Для обеспечения точности производства деталей, возникает необходимость управления данным процессом. Для того чтобы управлять процессом прежде требуется знать набор параметров, определяющих существо данного процесса, т.е. выяснить цель стабилизации процесса.
Цель данного исследования состоит в том, чтобы определить базовые показатели, определяющие ход процесса изменения жёсткости конструкции станка.
Пред идущие эксперименты проводили при фиксированной частоте вращения шпинделя. Возникает вопрос о степени влияния интенсивности теплообразования на интенсивность изменения жёсткости. На рис.4 представлена зависимость изменения жёсткости от интенсивности теплообразования, полученная экспериментальным исследованием.
Проводили исследование интенсивности изменения параметров жёсткости при разных параметрах теплообразования (за счёт изменения частоты вращения шпинделя). Результаты показали, что влияние интенсивности теплообразования на интенсивность изменения жёсткости конструкции носит не линейный характер (рис 3). Характер изменения жёсткости не противоречит экспоненциальной зависимости
J(t)=886,7 exp(-t/1025)+353,6 [Н·м/рад]
где j(t) изменение угловой жёсткости в горизонтальной плоскости конструкции; t – постоянная времени процесса.
С увеличением поступающей теплоты в конструкцию изменения увеличиваются, однако при значительном количестве поступающей теплоты процесс изменяет свою интенсивность, он ослабевает.
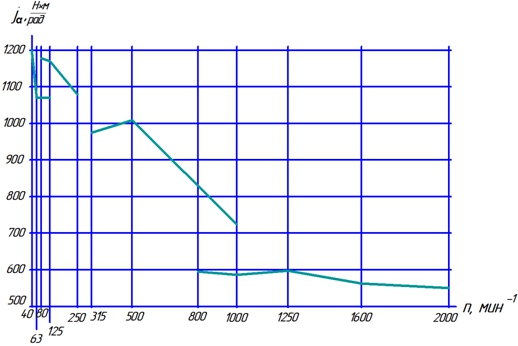
Рис.4 – Влияние интенсивности режимов работы конструкции на изменение жёсткости конструкции
Теплообразование оказывает влияние на два процесса, которые изменяют точность станка. Оно действует в одном пространстве конструкции и в одно время. И проявляется в термических деформациях конструкции, которые прямым действием изменяют точность станка, изменяя параметры геометрической точности станка. И изменение жёсткости конструкции, которые также изменяют точность станка, но действуют через изменение внутренних свойств конструкции.
Возникает вопрос о согласованном влиянии термических процессов на процесс изменения точности станка. В случае наличия такой связи, то по изменению геометрической точности станка можно судить об изменениях внутри конструкции. Данное обстоятельство позволит исследовать процесс изменение жёсткости конструкции, производя оценку прямым измерением параметров геометрической точности станка. Были произведены исследования такого процесса с целью установления такой зависимости. В качестве параметров геометрической точности станка были выбраны параметры, определяющие положение базы заготовки относительно инструмента. Для токарного станка это пять координат, три линейных, определяющих положение заготовки в пространстве и две угловых. В качестве параметра, определяющего жёсткость конструкции, был выбран параметра угловой жёсткости в горизонтальной плоскости, определяющего точность обработки. В результате проведённых исследований была установлена связь между изменением жёсткости и изменением параметров геометрической точности. Исследования показали однозначную связь изменения жёсткости от действия термических воздействий и изменением параметров геометрической точности.
Данная связь имеет следующий вид:
![]()
где j0 – начальное значение жёсткости конструкции; j(t) – характеристика процесса изменения жёсткости во время рабочего процесса; Kуг, Kлин – коэффициенты, согласующие размерность жёсткости угловых и линейных деформаций соответственно; kа, kb – коэффициенты влияния конструкции на угловые деформации; kx, ky, kz - коэффициенты влияния конструкции на линейные деформации; α(t), β(t) – величины угловых деформаций конструкций при действии определённого значения частоты вращения шпинделя; δx(t), δy(t), δz(t) - величины линейных деформаций конструкций при действии определённого значения частоты вращения шпинделя.
Определив взаимосвязь между внешним признаком процесса и внутренним изменением состояния конструкции, возникает вопрос о степени и характере изменения точности производимых поверхностей деталей за время работы станка в течение смены. В существующей системе знаний основное направление работ было посвящено исследованию точности размеров производимых деталей [10, С. 13], [11, С. 26] Для обнаружения такой связи прибегли к экспериментальному методу. В качестве технического объекта использовали токарный станок. Производили обработку партии заготовок. Периодически производили измерение точности обработки. Измерение производили в трёх сечениях вдоль оси произведённых деталей. На графике (рис 5) представлены результаты эксперимента. Эксперимент показал на наличие изменения отклонения формы, произведённых поверхностей деталей за время эксперимента. Изменяется как величина отклонения, так и характер отклонения. В начале эксперимента образуется прямая конусообразность, после непродолжительной работы изменяется на обратную. Последующая работа характеризуется формированием вогнутости с постепенным уменьшением её величины.
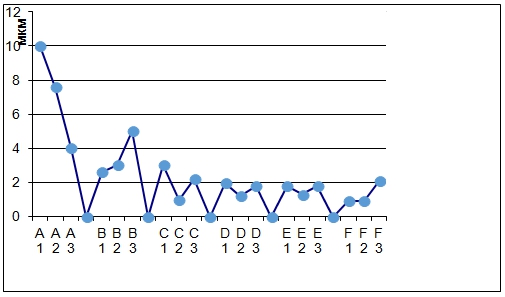
Рис. 5 – Изменения погрешности обработки во времени; 1;2;3 – сечения вдоль оси детали; Моменты времени измерений отклонений: A – 30 мин; B – 60 мин; С – 120 мин; D – 180 мин; E – 240 мин; F – 300 мин
Проведены исследования процесса влияние термических процессов на точность станка показали, что термические процессы оказывают влияние на точность станка по двум взаимосвязанным направлениям. Это изменение параметров геометрической точности станка и изменение жёсткости конструкции. на токарном станке. В существующей системе знаний (ССЗ) конструкция металлорежущего станка рассматривается как механическая машина для производства механической работы по образованию конфигурации детали путём совершения процесса резания. Возникающие силы как механические, так и термические рассматриваются как действующие на поведение конструкции не зависимо друг от друга. Поведение конструкции современного станка требует рассмотрения его поведения как термодинамической системы (ТДС), т.е. с учётом взаимного влияния процессов
Основой такого взаимодействия является наличие в конструкция соответствующего количества стыков, которые при действии теплоты изменяют качество прилегания поверхностей. Такие изменения приводят к изменению жёсткости стыков и жёсткости конструкции в целом.
Выводы
- В ССЗ силу того, что исследование жёсткости конструкции производится в статическом состоянии, в силу этого нет возможности определить факт изменения жёсткости от действия теплоты
- Приток дополнительной энергии в конструкцию в виде теплоты, приводит к изменению состояния стыков, определяющих жёсткость в целом конструкции
- В силу того, что жёсткость конструкции определяется всем составом стыков, то вся конструкция пронизана теплотой и это изменяет жёсткость всей конструкции. В силу свойств распространения теплоты по конструкции по всем направлениям, то это приводит к тому что все стыки подвергаются действию по изменению жёсткости
- В результате проведённых исследований установлен набор показателей, определяющих объём проводимых исследований для управления процессом изменения жёсткости при действии термических воздействий при проведении разработок новых станков
- В связи с тем, что в своём развитии станочные системы перешли в разряд ТДС и внутренняя структура станка обрела свойство взаимодействия составных частей посредством обмена энергией, в связи с этим исследование свойства внутренне структуры требует исследования её как ТДС.
Список литературы / References
- Проников А.С. Парамтрическая надёжность машин. /А.С. Проников. –М.: Изд-во МГТУ им. Баумана, 2002, – 500с.
- Пуш В.Э. Металлорежущие станки. / В.Э. Пуш, В.Г. Беляев, А.А. Гаврюшин и др.: под ред. В.Э. Пуша. –М.: Машиностроение,1985, – 256 с.
- Авраамова Т.М. Металлорежущие станки. /В 2 т. Т.1. Т.М. Авраамова, В.В. Бушуев, Л.Я. Гиловой и др.; под общ. ред. В.В. Бушуева.– М.: Машиностроение, 2012, - 608с.
- Суслов А.Г. Научные основы технологии машиностроения. / А.Г. Суслов, А.М.Дальский. - М.: Машиностроение, 2002. – 646 с.
- Чернянский П.М. Основы проектирования точных станков. / П.М Чернянский – М.: Кно Русь, 2010, - 240 с.
- ГОСТ 24462-83. Отклоненияи допуски расположения. Понятия и определения. Введён 1983–01–01. – М.: Изд-во стандартов, 2001. – 27 с.
- Фецак С.И. Зависимость показателей качества обработанной детали от динамической системы станка. / Фецак С.И., Кудояров Р.Г., Идрисова Ю.В., и др. //СТИН, №7, 2015, - С12-16.
- Енджеевски Е. Влияние тепловых изменений зазора в подшипниках качения на жесткость шпиндельных узлов. / Е. Енджеевски, В. Квасьны // Станки и инструменты. – 1977. – №4. – С. 10-12.
- Наружный Н.В. О влиянии тепловыделения в опорах на жёсткость шпинделя токарно-револьверных автоматов./ Н.В.Наружный, А.А.Николаев, В.В. Солоха //Известия Вузов, Машиностроение, 1985, №11, С 24-26.
- Решетов Д.Н. Точность металлорежущих станков. / Д.Н. Решетов, В.Т. Портман –М.: Машиностроение, 1986, -187 с.
- Соколовский А.П. Точность механической обработки и пути её повышения./ А.П. Соколовский. Машгиз, 1951, - 209 с.
Список литературы на английском языке / References in English
- Pronikov A.S. Paramtricheskaja nadjozhnost' mashin. [Parametric reliability of machinest] /A.S. Pronikov. –M.: Izd-vo MGTU im. Baumana,.2002, -500 p. [in Russian]
- Push V.Je. Metallorezhushhie stanki. [Metal-cutting machines] / V. E. Push, V.G. Beljaev, A.A. Gavrjushin i dr.: pod red. V.Je. Pusha. –M.: Mashinostroenie,1985, - 256 p. [in Russian]
- Mettalloreguhcie stanki [Metal-cutting machines] /V. 2 T. T.M. Avraamov, V.V. Buchuev, L.Y. Gilovoi i dr; T.1. – M.: Mahinostroenie, 2012. - 608p. [in Russian]
- Suslov A.G, Nauchnie osnovi mahinostroeniy [Scientific fundamentals of engineering technology], /G. Suslov, A.M. Dalski -M.: Mahinostroenie. 2002. – 646p. [in Russian]
- CHernynski P.M. Osnovi proektirovaniy tochnih stankov. [Basics of designing precision machines]. – M. : Kno-Russ. 2010, -240 p. [in Russian]
- GOST-24462-83. Otklonenie i dopuski raspologeniy. Ponytiy I opredeleniy [Deviations and tolerances of location. Concepts and definitions] It was introduced on 1983-01-01. - Moscow:, Vveden 1983–01–01. –M.: Iz-vo stsndartov. 2001. – 27 p. [in Russian]
- Fezak C.I. Zavicimoct pokazatelei kachestva obrabotannoi detail ot dinamichezkoi ziztem ztanka. [Dependence of the quality of the processed part on the dynamic machine system]. / C.I. Fezak, R.G. Kudoyrov, U.B. Idrisova, R.R. Baharov. // STIN,. №7, 2015, - P12-16[in Russian]
- Endgeevzki E. Vliynie teplovih izmeneni zazora v podhipnikah kacheniy na chpindelnich uzlov [The effect of thermal changes in the clearance in rolling bearings on the rigidity of spindle knots] / Endgeevzki, B. Kvazni //Ztanki i instrument. – 1977. – №4. – P 10-12. [in Russian]
- Narugni N.V., Nikolaev A.A., Zolocha V.V. O vliynii teplovideleniych v oporach na gezkoct chpindelny tokarno-revolvernich ztankov [On the effect of heat release in the supports on the rigidity of the spindle of lathe-turret machines]. / N.V. Narugni, A. Nikolaev, V.V. Zolocha.// Izvestiya Vuzov, Machinozrtoenie. 1985, №11, P 24-26. [in Russian]
- Rechetov D.N. Tochnoct metalloreguzich znankov. [The accuracy of machine tools]./ D.N. Rechetov, V.T. Portman V.T. –М.: Mahinostroenie. 1986, -187p.
- Zokolovzki A.P. Tochnoct mechanihezkoi obrabotki i puti povicheniy. [Accuracy of machining and ways to increase it]./ A.P. Zokolovzki, - М.: Machgiz 1951, - 209 с. [in Russian]