ИСПЫТАНИЯ НА ДЛИТЕЛЬНОЕ РАСТЯЖЕНИЕ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ ПОЛИЭТИЛЕНОВЫХ ТРУБ

Данзанова Е.В.1, Герасимов А.И.2, Ботвин Г.В.3
1 Кандидат технических наук, 2 кандидат технических наук, 3 соискатель
ФГБУН Институт проблем нефти и газа СО РАН
ИСПЫТАНИЯ НА ДЛИТЕЛЬНОЕ РАСТЯЖЕНИЕ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ ПОЛИЭТИЛЕНОВЫХ ТРУБ
Аннотация
В статье приводятся результаты испытаний сварных соединений на длительное растяжение в активной среде. Установлено, что разработанная технология сварки полиэтиленовых труб в условиях низких климатических температур с использованием предварительного подогрева обеспечивают необходимый уровень качества для сварных соединений. Также приведены результаты испытаний сварных соединений труб из ПЭ80 и ПЭ100.
Ключевые слова: полиэтилен, сварные соединения, длительные испытания.
Danzanova E.V.1, Gerasimov A.I.2, Botvin G.V.3
1,2 PhD in Engineering, 3 aspirant, Federal State Institution of Science Institute of Oil and Gas Problems, Siberian Branch of the Russian Academy of Sciences
TESTS FOR THE LONG STRETCHING OF WELDED ABUTTING CONNECTIONS OF POLYETHYLENE PIPES
Abstract
The article presents the results of testing of welded joints for a long stretch in the medium with surface-active agent. It is established that the technology developed by welding polyethylene pipes at low climatic temperatures using preheating provide the desired level of quality of welded joints. Also, the results of testing of welded joints of pipes from PE80 and PE100.
Keywords: polyethylene, welded connections, long tests.
В настоящее время полимерные трубы в силу ряда преимуществ монтажно-эксплуатационных и экономических показателей в некоторых сферах применения уже вытеснили традиционные стальные трубы. Среди полимерных труб в газовых сетях наибольшее распространение имеют полиэтиленовые (ПЭ) трубы. Основным способом соединения полиэтиленовых труб является сварка нагретым инструментом встык (НИВ), при котором производится нагревание свариваемых торцов ПЭ труб до вязкотекучего состояния нагретым инструментом и последующим соединением торцов под давлением осадки после удаления нагретого инструмента.
При температурах окружающего воздуха (ОВ) ниже минус 15°С сварочные работы рекомендуется проводить в отапливаемых укрытиях, что конечно значительно затрудняет и замедляет темпы строительства газопроводов.
В Институте проблем нефти и газа СО РАН разработана технология сварки полиэтиленовых труб, позволяющая производить сварочные работы при температурах окружающего воздуха ниже минус 15 °С без строительства временных отапливаемых конструкций [1, 5]. Данная технология позволяет значительно сократить временные и экономические затраты при строительстве полиэтиленовых газопроводов. Кратковременные испытания сварных соединений, изготовленных при низких температурах по разработанной технологии, показали, что сварные соединения являются годными и по прочностным показателям не уступают показателям сварных соединений, изготовленных при комнатной температуре [3].
Известно, что в процессе сварки полимерных труб из-за остаточных напряжений в сварных соединениях возникают микротрещины, невидимые невооруженным глазом, которые и определяет характеристику долговечности. Срок работы сварных соединений, находящихся под напряжением, резко снижается при воздействии поверхностно-активных веществ.
Для проведения испытаний на длительное растяжение при постоянной нагрузке было изготовлено специальное устройство (рис. 1). Устройство позволяет создавать и поддерживать в 12 образцах постоянное статическое растягивающее усилие в течение всего времени испытания. В качестве испытательной среды использовалась дистиллированная вода с 2 %-ным содержанием смачивающего поверхностно-активного вещества ОП-10 по ГОСТ 8433 [2], при температуре испытательной среды +95 °С. Испытательное напряжение равнялось 4,3 МПа на каждый образец, согласно требованиям СП 42-103-2003 [4]. Фиксировалось время выдержки в испытательной среде до разрушения образцов.

Рис. 1. Устройство для испытаний на длительное растяжение
Для испытаний на длительное растяжение были изготовлены сварные соединения полиэтиленовых труб ПЭ80 по следующим технологическим режимам сварки:
Режим 1: При температурах окружающего воздуха ниже минус 15 °С, время нагрева 55 секунд, т. е. здесь имело место нарушение технологического режима сварки;
Режим 2: При температурах окружающего воздуха ниже минус 15 °С, время нагрева бралось увеличенным, рассчитанное с помощью комплекса программ, разработанного в Институте проблем нефти и газа СО РАН для анализа температурных полей при сварке, суть которой заключается в том, что время нагрева увеличивается при данной температуре ОВ для достижения такой же глубины проплавления, что и при комнатной температуре. Остальные параметры сварки оставались неизменными, согласно СП 42-103-2003. Для поддержания необходимой скорости охлаждения использовалась теплоизоляционная камера;
Режим 3: При температурах окружающего воздуха ниже минус 15 °С использовался предварительный подогрев свариваемых труб отдельным нагретым инструментом с температурой 60 °С с выравниванием температурного поля выдерживалось определенное время. Продолжительности предварительного подогрева и выравнивания температурного поля области сварки торцов труб были рассчитаны с помощью комплекса программ, разработанного в Институте проблем нефти и газа СО РАН. После подогрева сварка производилась по стандартной схеме, согласно требованиям СП 42-103-2003, охлаждение сварного соединения также производилось в теплоизоляционной камере.
Таблица 1 - Время до разрушения сварных стыковых соединений полиэтиленовых труб (ПЭ80), изготовленных при низких температурах ОВ
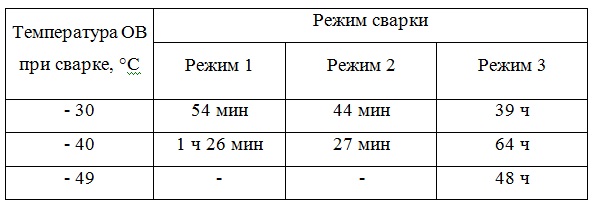
По результатам испытаний (таблица 1) видно, что сварные соединения, изготовленные при низких температурах окружающего воздуха с использованием предварительного подогрева (Режим 3), выдержали свыше 30 часов, что выше показателей сварных соединений, полученных с использованием увеличенного времени нагрева при сварке (Режим 2).
Также были испытаны образцы сварных соединений труб из ПЭ80 и ПЭ100. На рис. 2 приведены результаты испытаний сварных соединений полиэтиленовых труб ПЭ 80 SDR11 63×5,8 и ПЭ 100 SDR11 63×5,8. Сварка производилась по стандартной технологии в интервале температур окружающего воздуха от минус 15 °С до плюс 45 °С, т.е. в регламентированном диапазоне температур производства сварочных работ.
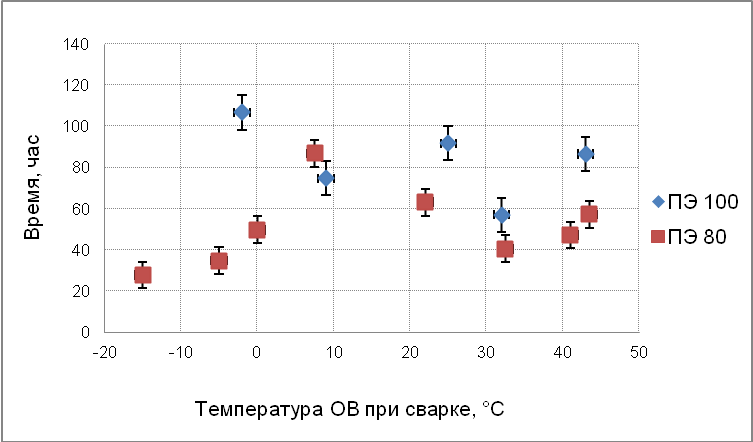
Рис. 2. Среднее время до разрушения сварных стыковых соединений полиэтиленовых труб по температурам ОВ при сварке
По результатам видно, что сварные соединения из ПЭ100 имеют лучшие показатели по времени выдержки до разрушения в испытательной среде. Наиболее оптимальной температурой ОВ при сварке для ПЭ100 является температура около 0 °С, для ПЭ80 температура около 10 °С.
Выводы
Сварные соединения полиэтиленовых труб из ПЭ100 имеют лучшие показатели времени выдержки в активной среде при постоянной нагрузке по сравнению со сварными соединениями полиэтиленовых труб из ПЭ80.
Испытаниями на длительное растяжение при постоянной нагрузке показана эффективность разработанной в Институте проблем нефти и газа СО РАН технологии сварки полиэтиленовых труб из ПЭ80 с использованием предварительного подогрева при низких климатических температурах окружающего воздуха.
Литература
- Аммосова О.А., Герасимов А.И., Старостин Н.П. Сварка полиэтиленовых труб встык при температурах воздуха ниже нормативных. Часть 2 // Пластические массы. – 2008. – № 10.– С. 45–46.
- ГОСТ 8433-81. Вещества вспомогательные ОП-7 и ОП-10. Технические условия. – Введ. 1982-01-01. – М.: Изд-во стандартов, 1981. – 16 ил с.: ил.
- Данзанова Е.В. Вопросы контроля качества сварных соединений полиэтиленовых труб для газопроводов [Электронный ресурс] / Е.В. Данзанова // Электронный научный журнал «Нефтегазовое дело» http://www.ogbus.ru/authors/Danzanova/Danzanova_1.pdf 2009.С. 1-8
- СП 42-103-2003. Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов. Взамен СП 42-101-96, СП 42-103-97, СП 42-105-99; ввод. В действие с 27.11.2003. – М.: Полимергаз, ФГУП ЦПП. - 2004. – 86 с.: ил.
- Старости Н.П. Герасимов А.И., Данзанова Е.В. Сварка полимерных труб газопроводов при низких температурах. // Сварочное производство. – 2010. - № – С. 43-45.
References
- Ammosova O.A., Gerasimov A.I., Starostin N.P. Svarka polijetilenovyh trub vstyk pri temperaturah vozduha nizhe normativnyh. Chast' 2 // Plasticheskie massy. – 2008. – № 10.– S. 45–46.
- GOST 8433-81. Veshhestva vspomogatel'nye OP-7 i OP-10. Tehnicheskie uslovija. – Vved. 1982-01-01. – M.: Izd-vo standartov, 1981. – 16 il s.: il.
- Danzanova E.V. Voprosy kontrolja kachestva svarnyh soedinenij polijetilenovyh trub dlja gazoprovodov [Jelektronnyj resurs] / E.V. Danzanova // Jelektronnyj nauchnyj zhurnal «Neftegazovoe delo» http://www.ogbus.ru/authors/Danzanova/Danzanova_1.pdf 2009.S. 1-8
- SP 42-103-2003. Proektirovanie i stroitel'stvo gazoprovodov iz polijetilenovyh trub i rekonstrukcija iznoshennyh gazoprovodov. Vzamen SP 42-101-96, SP 42-103-97, SP 42-105-99; vvod. V dejstvie s 27.11.2003. – M.: Polimergaz, FGUP CPP. - 2004. – 86 s.: il.
- Starosti N.P. Gerasimov A.I., Danzanova E.V. Svarka polimernyh trub gazoprovodov pri nizkih temperaturah. // Svarochnoe proizvodstvo. – 2010. - № 7. – S. 43-45.