ПРОГНОЗИРОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ ПРИ ПЛОСКОМ ШЛИФОВАНИИ НИТРИДБОРОВЫМИ КРУГАМИ ВЫСОКОЙ ПОРИСТОСТИ

Солер Я.И.1 , Шустов А.И.2
1Кандидат технических наук, доцент; 2аспирант, Иркутский Государственный Технический Университет
ПРОГНОЗИРОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ ПРИ ПЛОСКОМ ШЛИФОВАНИИ НИТРИДБОРОВЫМИ КРУГАМИ ВЫСОКОЙ ПОРИСТОСТИ
Аннотация
Рассмотрено влияние исследуемых материалов на меры положения и рассеяния и стабильность процесса формирования микрогеометрии поверхности. Полученные результаты повышают качество изготовления и надежность работы режущих инструментов и штампов.
Ключевые слова: шлифование, параметры шероховатости, статистика, медиана, стандарт отклонения.
Soler Ya.I.1 , Shustov A.I.2
1Candidate of technical sciences, associate professor; 2postgraduate student, Irkutsk state technical university
THE PREDICITION OF INSTRUMENTAL STEELS’ ROUGHNESS AT GRINDING BY HIGH POROSITY NITRIDE-BORON WHEELS
Abstract
The influence of steel material and stability are presented on position measure and deviation and stability of roughness parameters. Manufacturing quality and reliability have improved.
Keywords: grinding, roughness parameters, statistics, median, standard deviation.
Работоспособность режущего инструмента и штампов на завершающем этапе изготовления обеспечиваются шлифованием
Наибольшую сложность вызывает изготовление инструментов, применяемых на станках с ЧПУ, где необходимо обеспечить их заданную стойкость, определяемую продолжительностью программы. Для обеспечения нормальных условий шлифования и заточки режущего инструмента следует, прежде всего, обеспечить соблюдение минимального коэффициента запаса твердости материала круга Kз = 1,5 (табл.1), представляющего собой отношение микротвердости абразивного материала Hµа к микротвердости обрабатываемого материала и его основных компонентов Hµм [1].
Таблица 1 – Коэффициент запаса твердости абразивных зерен [1]
|
Материал зерен |
Hµа, ГПа |
Компоненты материала |
Hµм, ГПа |
Kз |
|
Алмаз |
100 |
Карбид вольфрама |
20 |
5,0 |
|
Карбид титана |
30 |
3,3 |
||
|
КНБ |
85 |
Карбид вольфрама |
20 |
4,2 |
|
Карбид ванадия |
28 |
3,0 |
||
|
Карбид кремния |
33 |
Карбид вольфрама |
20 |
1,5 |
|
Карбид титана |
30 |
1,1 |
||
|
Электрокорунд |
22 |
Карбид вольфрама |
20 |
1,1 |
|
Карбид ванадия |
28 |
0,8 |
Из представленных в табл. 1 данных очевидно, что круги из кубического нитрида бора (КНБ) наряду с алмазным инструментом имеют ощутимо больший коэффициент запаса твердости по сравнению с традиционными абразивами. При этом превосходят алмазы по теплостойкости практически в 2 раза, поэтому имеют значительные преимущества при шлифовании металлорежущих инструментов из быстрорежущих сталей. Серьезным технологическим недостатком последних является низкая обрабатываемость кругами из традиционных абразивных материалов вследствие большого содержания карбидообразующих элементов: W, V, Mo, Cr и др.
Статистические методы анализа экспериментальных данных
Наиважнейшим показателем качества шлифования является топография поверхности. Параметры шероховатости оценивали статистическими методами с использованием программы Statistica 6.1.478.0.
Прикладная статистика позволяет изучать последовательности вида
 , (1)
, (1)
представляющие собой множества e =  удобнее всего с равным числом элементов v =
удобнее всего с равным числом элементов v =  В условиях эксперимента принято n = 30.
В условиях эксперимента принято n = 30.
Статистические методы принято классифицировать на две группы: параметрические и непараметрические, каждая из которых «на своем поле» обладает большей надежностью принятия нуль-гипотезы (H0) [2].
Для представления и анализа выходных данных использовали такие параметры однородного распределения [3] как меры положения (опорные значения по ГОСТ Р ИСО 5721-1-2002): средние  и медианы
и медианы  соответственно для параметрического и непараметрического методов; меры рассеяния (прецизионность по ГОСТ Р ИСО 5721-1-2002), характеризующие стабильность процесса: стандарты отклонений
соответственно для параметрического и непараметрического методов; меры рассеяния (прецизионность по ГОСТ Р ИСО 5721-1-2002), характеризующие стабильность процесса: стандарты отклонений  (дисперсии
(дисперсии ), размахи
), размахи – для параметрического метода; интерквартильные широты
– для параметрического метода; интерквартильные широты  – для непараметрических статистик. Асимметрию (скошенность) распределений оценивали из выражения:
– для непараметрических статистик. Асимметрию (скошенность) распределений оценивали из выражения:
 , (2)
, (2)
в котором AS является положительной величиной, когда .
.
В противном случае скошенность считается отрицательной.
Для параметрических статистик «своим полем» [2] приняты условия, при которых (1) характеризуются нормальным распределением с однородными (гомогенными) дисперсиями отклонений. При этом их критерии робастны к незначительным нарушениям закона распределения СВ, чего нельзя допустить относительно гомоскедастичности распределений (1). На практике пренебрежение законом распределения может привести к принятию неверной гипотезы, поскольку предельно допустимые величины отклонений нигде не оговорены. В этих случаях непараметрический метод, несвязанный с каким-либо семейством распределений и его свойствами, обладает большей мощностью по отношению к параметрическому методу.
Для подтверждения Ho о нормальном распределении непрерывных СВ в программе имеется возможность воспользоваться статистиками Колмогорова-Смирнова (D) и Шапиро-Уилка (W). Критерий D до сих пор широко используется в технических приложениях. В работе [4] была выявлена слабая мощность этого критерия, поэтому в данном исследовании тестирование Ho для (1) вели по статистике W, которая должна удовлетворять неравенству:
 (3)
(3)
С учетом важности требования по однородности дисперсий в работе привлечены тесты (Error! Objects cannot be created from editing field codes.): 1 – Хартли, Кохрена и Бартлетта, представленные в программе одной группой; 2 – Левене; 3 – Брауна-Форсайта. Во всех случаях гомогенные дисперсии должны удовлетворять неравенству:
 (4)
(4)
где α – надежность принятия Ho.
Вероятностный характер гипотез не исключает того, что отдельные ре-шения f, принятые по критериям , могут различаться. По этой причине окончательные результаты по гомогенности (Ho) и неоднородности (H1) дис-персий отклонений приняты из следующих соображений:

где решению присвоен индекс принятой гипотезы.
Прогнозируемые средние и медианы получены по критериям множественного сравнения [2,3] и обозначены  соответственно.
соответственно.
Методика эксперимента
Исследуемые инструментальные материалы: быстрорежущие пластины сборных инструментов – Р9К5, Р12Ф3К10М3, Р9М4К8, Р18, Р6М5 и штамповая сталь Х12. Опыты вели при следующих условиях: плоскошлифовальный станок модели 3Г71М; высокопористый круг (ВПК) CBN50 100/80 СТ1 10 К27 100 КФ40; схема шлифования – периферией круга без выхаживающих ходов; технологические параметры – скорость круга vк = 28 м/с, продольная подача sпр = 6 м/мин, поперечная подача sп = 5 мм/дв.ход, глубина резания t = 0,01 мм, операционный припуск z = 0,1 мм. СОЖ – 5%-ная эмульсия Аквол-6 (ТУ 0258-024-00148845-98), подаваемая поливом на деталь с расходом 7–10 л/мин. Опускание круга на глубину t вели в момент, когда стол с деталью смещался в крайнее левое положение относительно оператора. Его движение слева направо является рабочим, а обратное – выхаживающим с окончательным формированием микрорельефа поверхности детали по схеме попутного шлифования, поскольку шпиндель имеет вращение по часовой стрелке. Натурный эксперимент реализован на образцах с размерами D×L = 36×30 мм, которые крепили непосредственно на магнитном столе станка и шлифовали по торцу. Количество параллельных наблюдений принято v =  . Шероховатость поверхности оценивали параметрами Ra, Rz, Rmax, S, Sm, tp, p =
. Шероховатость поверхности оценивали параметрами Ra, Rz, Rmax, S, Sm, tp, p =  (ГОСТ 25142-82), измеренными с помощью системы, включающей профилограф-профилометр модели 252 завода «Калибр». Выходные данные процесса представлены в общем виде как ydjv, где индексы «dj» информативно отражают переменные условия процесса. Здесь d =
(ГОСТ 25142-82), измеренными с помощью системы, включающей профилограф-профилометр модели 252 завода «Калибр». Выходные данные процесса представлены в общем виде как ydjv, где индексы «dj» информативно отражают переменные условия процесса. Здесь d =  – направление расположения микронеровностей: 1 – параллельно вектору sп, 2 – параллельно вектору sпр; j =
– направление расположения микронеровностей: 1 – параллельно вектору sп, 2 – параллельно вектору sпр; j =  – код шлифуемых материалов: 1 – Р9К5 (базовый), 2 – Р12Ф3К10М3, 3 – Р9М4К8, 4 – Р18, 5 – Р6М5, 6 – Х12.
– код шлифуемых материалов: 1 – Р9К5 (базовый), 2 – Р12Ф3К10М3, 3 – Р9М4К8, 4 – Р18, 5 – Р6М5, 6 – Х12.
Для количественной оценки стабильности процесса при одноименном d используем коэффициент [5], в котором за базовый материал принята сталь Р9К5 (j = 1):
 . (7)
. (7)
Величина  соответствует большей стабильности процесса для базовой стали,
соответствует большей стабильности процесса для базовой стали,  – сталей j =
– сталей j =  . Оценку влияния направления подачи на стабильность процесса вели по (7) при базовом элементе в поперечном направлении и фиксированном j.
. Оценку влияния направления подачи на стабильность процесса вели по (7) при базовом элементе в поперечном направлении и фиксированном j.
Дополнительно стабильность процесса была проанализирована по размахам наблюдений. Аналогично (7) получено выражение:
 . (8)
. (8)
Анализ и обсуждение результатов исследования
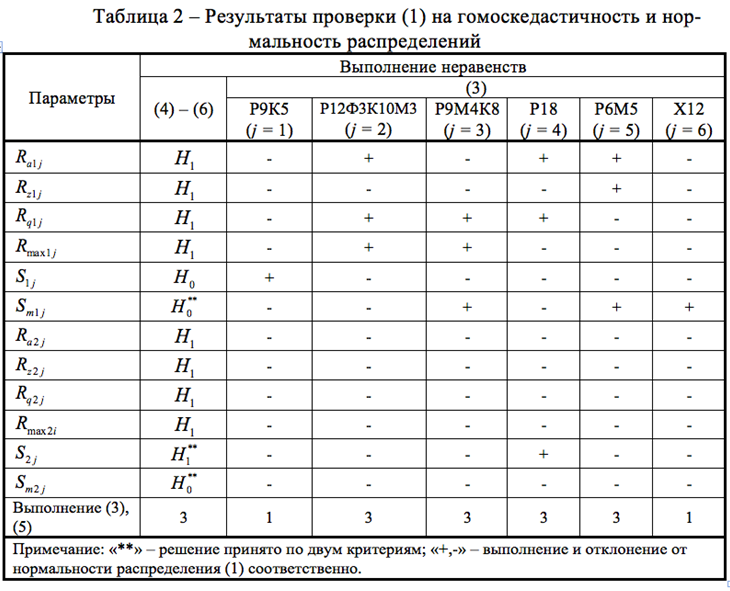
Результаты, отображенные в табл.2, свидетельствуют о нарушении Ho
о гомогенности дисперсий для большинства параметров. При этом для параметров  решения (5), (6) приняты по двум тестам, а не по трем. Более того в подавляющем большинстве случаев распределения не аппроксимируются кривой Гаусса.
решения (5), (6) приняты по двум тестам, а не по трем. Более того в подавляющем большинстве случаев распределения не аппроксимируются кривой Гаусса.
Таблица 2 – Результаты проверки (1) на гомоскедастичность и нормальность распределений
Исходя из этого, необходимо отдать предпочтение статистическим решениям, полученным непараметрическим методом по ранговым критериям Краскелла-Уоллиса и Данна [4].
Рис. 1 иллюстрирует результаты наблюдений (1) на базе параметрического (а) и непараметрического (б) методов статистики для поперечного параметра  при шлифовании сталей j =
при шлифовании сталей j =  , где «квадратом» представлены меры положения:
, где «квадратом» представлены меры положения:  (а) и
(а) и  (б). Остальные обозначения несут разную смысловую нагрузку. На рис.1, а «прямоугольник» представляет собой
(б). Остальные обозначения несут разную смысловую нагрузку. На рис.1, а «прямоугольник» представляет собой
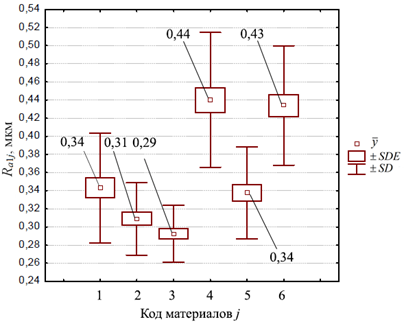
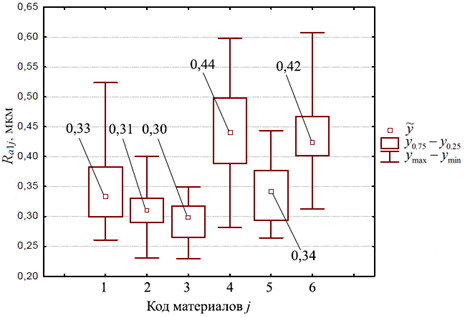
а) б)
Рис. 1 – Описательные параметрические (а) и непараметрические (б) статистики влияния марки инструментальной стали на параметр Ra1j
границы рассеяния стандартов ошибки ( ), «усики» – стандарты отклонений (
), «усики» – стандарты отклонений ( ). На рис.1, б соответственно отображены интерквартильные широты
). На рис.1, б соответственно отображены интерквартильные широты  и размахи
и размахи  . Представление медианы и размаха на рис. 1,б наглядно иллюстрирует форму кривой распределения (2).
. Представление медианы и размаха на рис. 1,б наглядно иллюстрирует форму кривой распределения (2).
Первоначально проанализируем полученные результаты по мерам положения параметров микрорельефа. Из табл.3 видно, что быстрорежущие пластины j = 1,2,3,5 показали одинаковую обрабатываемость шлифованием по ожидаемым медианам для параметра Ra в поперечном направлении. В то же время поверхности материалов j = 4 (Р18) и j = 6 (Х12) оказались более шероховатыми. Аналогичная тенденция подтверждена и для других высотных параметров в направлении вектора поперечной подачи (d = 1), регламентирующих качество деталей. Так, различие по
Таблица 3 – Выборочные результаты прогнозирования топографии
|
Параметры |
d = |
|
 |
 |
AS > 0 по (2) |
(KSD)dj (7) |
|
Р9К5 (j = 1) |
||||||
|
Radj, мкм |
1 |
0,34 (0,40*) |
0,32 (0,32*) |
0,0036 |
+ |
0,12 |
|
2 |
0,06 (0,063*) |
0,05 (0,05*) |
0,0278 |
+ |
||
|
Rmaxdj, мкм |
1 |
2,00 (2,0*) |
1,98 (2,0*) |
0,3562 |
+ |
2,50 |
|
2 |
0,39 (0,40*) |
0,35 (0,40*) |
0,1388 |
+ |
||
|
Smdj, мкм |
1 |
66,10 (80*) |
65,77 (80*) |
14,7933 |
+ |
0,37 |
|
2 |
82,70 (100*) |
75,67 (80*) |
39,3006 |
+ |
||
|
tp30dj, % |
1 |
25,21 |
25,45 |
6,3607 |
- |
0,74 |
|
2 |
17,51 |
16,68 |
8,5154 |
+ |
||
|
Р18 (j = 4) |
||||||
|
Radj, мкм |
1 |
0,44 (0,50*) |
0,43 (0,50*) |
0,0056 |
+ |
0,20 |
|
2 |
0,06 (0,063*) |
0,05 (0,05*) |
0,0272 |
+ |
||
|
Rmaxdj, мкм |
1 |
2,66 (3,2*) |
2,64 (3,2*) |
0,4564 |
+ |
2,60 |
|
2 |
0,39 (0,40*) |
0,35 (0,40*) |
0,1695 |
+ |
||
|
Smdj, мкм
|
1 |
66,10 (80*) |
65,77 (80*) |
20,4827 |
+ |
1,06 |
|
2 |
86,43 (100*) |
70,02 (80*) |
19,2164 |
+ |
||
|
tp30dj, % |
1 |
25,21 |
25,45 |
6,6125 |
- |
0,86 |
|
2 |
17,51 |
16,68 |
7,6648 |
+ |
||
|
Х12 (j = 6) |
||||||
|
Radj, мкм |
1 |
0,44 (0,50*) |
0,43 (0,50*) |
0,0044 |
+ |
0,07 |
|
2 |
0,10 (0,10*) |
0,07 (0,08*) |
0,0558 |
+ |
||
|
Rmaxdj, мкм |
1 |
2,66 (3,2*) |
2,64 (3,2*) |
0,4193 |
+ |
1,31 |
|
2 |
0,60 (0,63*) |
0,49 (0,50*) |
0,3179 |
+ |
||
|
Smdj, мкм
|
1 |
66,10 (80*) |
65,77 (80*) |
10,6684 |
+ |
0,34 |
|
2 |
81,14 (100*) |
75,67 (80*) |
30,6204 |
+ |
||
|
tp30dj, % |
1 |
25,21 |
25,45 |
7,4548 |
- |
1,08 |
|
2 |
17,51 |
16,68 |
6,8673 |
+ |
||
|
Примечание. «*» – категориальные величины по ГОСТ 2789-73 |
||||||


параметру Ra между данными группами материалов составило одну категориальную величину (КВ), что наглядно показывают опорные значения (ГОСТ Р ИСО 5721-1-2002):  для Р9К5;
для Р9К5;  для Р18;
для Р18;  для Х12. В скобках указаны КВ по ГОСТ 2789-73. Приведенные данные свидетельствуют о том, что
для Х12. В скобках указаны КВ по ГОСТ 2789-73. Приведенные данные свидетельствуют о том, что
рассеяние медиан при сравнении материалов j =  находится в пределах одной КВ.
находится в пределах одной КВ.
При рассмотрении шаговых параметров и относительных опорных длин установлена существенная анизотропия поверхности: в продольном направлении (d = 2) средний шаг неровностей больше, чем в поперечном (d = 1), а по опорным продольным длинам отмечено их снижение. В частности, отмечено: 
 . Как известно, оба указанных параметра ухудшают эксплуатационные свойства поверхности в продольном направлении. Отмеченные явления необходимо учитывать при расположении шлифуемых деталей на станке. Влияние шлифуемых материалов j =
. Как известно, оба указанных параметра ухудшают эксплуатационные свойства поверхности в продольном направлении. Отмеченные явления необходимо учитывать при расположении шлифуемых деталей на станке. Влияние шлифуемых материалов j =  на ожидаемые медианы параметров
на ожидаемые медианы параметров  предсказано незначимым на 5%-ом уровне. Таким образом, выявлена необходимость регламентирования параметров топографии шлифуемой поверхности не только в поперечном направлении, но и в продольном. При анализе формы распределения для большинства параметров шероховатости выявлена положительная асимметрия (табл. 3). С точки зрения надежности машин и соединений это является благоприятным явлением, т.к. ведет к уменьшению опорных значений по ГОСТ Р ИСО 5721-1-2002.
предсказано незначимым на 5%-ом уровне. Таким образом, выявлена необходимость регламентирования параметров топографии шлифуемой поверхности не только в поперечном направлении, но и в продольном. При анализе формы распределения для большинства параметров шероховатости выявлена положительная асимметрия (табл. 3). С точки зрения надежности машин и соединений это является благоприятным явлением, т.к. ведет к уменьшению опорных значений по ГОСТ Р ИСО 5721-1-2002.
Различие средних для высотных параметров шлифуемых сталей составило (1 – 2) КВ (рис. 1, табл.4). Внутригрупповое различие на одну КВ среди материалов j =  отмечено в тех случаях, когда одна из средних расположена на границе с соседней размерной величиной. Размахи наблюдений высотных параметров
отмечено в тех случаях, когда одна из средних расположена на границе с соседней размерной величиной. Размахи наблюдений высотных параметров  составили (3 – 4) КВ. Для них стабильности процесса по оценкам (7), (8) практически совпали.
составили (3 – 4) КВ. Для них стабильности процесса по оценкам (7), (8) практически совпали.
Таблица 4 – Влияние материала деталей на меры положения и рассеяния высотных параметров
|
Стали (j) |
 |
 |
|
 |
 |
KR1j (8) |
|
Ra1j, мкм |
||||||
|
Р9К5 (j = 1) |
0,34 (0,40*) |
0,0603 |
1 |
0,26 (0,32*) |
0,52 (0,63*) |
1 |
|
Р12Ф3К10М3 (j = 2) |
0,31 (0,32*) |
0,0399 |
1,51 |
0,23 (0,25*) |
0,40 (0,40*) |
1,52 |
|
Р9М4К8 (j = 3) |
0,30 (0,32*) |
0,0316 |
1,9 |
0,23 (0,25*) |
0,35 (0,40*) |
2,16 |
|
Р18 (j = 4) |
0,44 (0,50*) |
0,0745 |
0,8 |
0,28 (0,32*) |
0,60 (0,63*) |
0,81 |
|
Р6М5 (j = 5) |
0,33 (0,40*) |
0,0509 |
1,18 |
0,26 (0,32*) |
0,44 (0,50*) |
1,44 |
|
Х12 (j = 6) |
0,44 (0,50*) |
0,0660 |
0,91 |
0,31 (0,32*) |
0,60 (0,63*) |
0,89 |
|
Rq1j, мкм |
||||||
|
Р9К5 (j = 1) |
0,42 (0,50*) |
0,0749 |
1 |
0,33 (0,40*) |
0,66 (0,80*) |
1 |
|
Р12Ф3К10М3 (j = 2) |
0,40 (0,40*) |
0,0477 |
1,57 |
0,29 (0,32*) |
0,50 (0,50*) |
1,57 |
|
Р9М4К8 (j = 3) |
0,38 (0,40*) |
0,0390 |
1,92 |
0,28 (0,32*) |
0,44 (0,50*) |
2,06 |
|
Р18 (j = 4) |
0,55 (0,63) |
0,0930 |
0,8 |
0,35 (0,40*) |
0,75 (0,80*) |
0,83 |
|
Р6М5 (j = 5) |
0,41 (0,50*) |
0,0624 |
1,2 |
0,33 (0,40*) |
0,54 (0,63*) |
1,57 |
|
Х12 (j = 6) |
0,55 (0,63) |
0,0833 |
0,89 |
0,41 (0,50*) |
0,76 (0,80*) |
0,94 |
|
Rz1j, мкм |
||||||
|
Р9К5 (j = 1) |
1,31 (1,60*) |
0,1454 |
1 |
1,14 (1,25*) |
1,64 (2,0*) |
1 |
|
Р12Ф3К10М3 (j = 2) |
1,29 (1,60*) |
0,1302 |
1,11 |
0,91(1,00*) |
1,54 (1,60*) |
0,79 |
|
Р9М4К8 (j = 3) |
1,27 (1,60*) |
0,1071 |
1,35 |
1,03 (1,25*) |
1,43 (1,60*) |
1,25 |
|
Р18 (j = 4) |
1,61 (2,0*) |
0,2325 |
0,62 |
1,21 (1,25*) |
2,15 (2,5*) |
0,53 |
|
Р6М5 (j = 5) |
1,32 (1,60*) |
0,1331 |
1,09 |
1,09 (1,25*) |
1,63 (2,0*) |
0,92 |
|
Х12 (j = 6) |
1,76 (2,0*) |
0,2146 |
0,67 |
1,41 (1,60*) |
2,20 (2,5*) |
0,63 |
|
Rmax1j, мкм |
||||||
|
Р9К5 (j = 1) |
2,0 (2,0*) |
0,3562 |
1 |
1,56 (1,60*) |
3,20 (3,2*) |
1 |
|
Р12Ф3К10М3 (j = 2) |
1,97 (2,0*) |
0,2287 |
1,55 |
1,47 (1,60*) |
2,37 (3,2*) |
1,82 |
|
Р9М4К8 (j = 3) |
1,93 (2,0*) |
0,1933 |
1,84 |
1,40 (1,60*) |
2,18 (3,2*) |
2,10 |
|
Р18 (j = 4) |
2,66 (3,2*) |
0,4564 |
0,78 |
1,77 (2,0*) |
3,80 (4,0*) |
0,80 |
|
Р6М5 (j = 5) |
1,99 (2,0*) |
0,2958 |
1,2 |
1,60 (1,60*) |
2,73 (3,2*) |
1,45 |
|
Х12 (j = 6) |
2,66 (3,2*) |
0,4193 |
0,84 |
2,10 (2,5*) |
3,65 (4,0*) |
1,05 |
|
Примечание. «*» – категориальные величины по ГОСТ 2789-73 |
||||||
 (7)
(7)В случае шаговых параметров микрогеометрии размахи возросли до 6-ти КВ (табл. 5). Существенного влияния материала для них не выявлено. Однако коэффициенты воспроизводимости процесса (7), (8) совпали в меньшей мере, особенно для шагов выступов.
Наиболее неблагоприятная ситуация по мерам положения (табл.4;5) складывается, когда наблюдения (1) расположены выше медиан. Например, при шлифовании стали Р9М4К8 (j = 3) девятнадцать наблюдений из n = 30 оказались больше опытной медианы  .
.
Таблица 5 – Влияние материала деталей на меры положения и рассеяния шаговых параметров
|
Стали (j) |
|
|
|
|
|
KRdj (8) |
|
S1j, мкм |
||||||
|
Р9К5 (j = 1) |
9,38 (10*) |
0,5513 |
1 |
7,91 (8*) |
10,35 (12,5*) |
1 |
|
Р12Ф3К10М3 (j = 2) |
8,19 (10*) |
0,5781 |
0,95 |
7,08 (8*) |
9,22 (10*) |
1,14 |
|
Р9М4К8 (j = 3) |
8,19 (10*) |
0,5646 |
0,97 |
7,07 (8*) |
9,00 (10*) |
1,26 |
|
Р18 (j = 4) |
9,66 (10*) |
0,7258 |
0,75 |
8,73 (10*) |
11,37 (12,5*) |
0,92 |
|
Р6М5 (j = 5) |
9,47 (10*) |
0,6807 |
0,80 |
8,17 (10*) |
10,50 (12,5*) |
1,04 |
|
Х12 (j = 6) |
9,36 (10*) |
0,7281 |
0,75 |
7,95 (8*) |
10,49 (12,5*) |
1,86 |
|
Sm2j, мкм |
||||||
|
Р9К5 (j = 1) |
82,70 (100*) |
14,7933 |
1 |
35,88 (40*) |
198,94 (200*) |
1 |
|
Р12Ф3К10М3 (j = 2) |
86,97 (100*) |
13,0708 |
1,13 |
53,13 (63*) |
192,17 (200*) |
1,17 |
|
Р9М4К8 (j = 3) |
86,43 (100*) |
12,1081 |
1,22 |
44,88 (50*) |
167,91 (200*) |
1,32 |
|
Р18 (j = 4) |
73,89 (80*) |
20,4827 |
0,72 |
40,76 (50*) |
115,14 (125*) |
2,19 |
|
Р6М5 (j = 5) |
78,22 (80*) |
11,6585 |
1,26 |
33,10 (40*) |
151,17 (160*) |
1,38 |
|
Х12 (j = 6) |
81,14 (100*) |
10,6684 |
1,38 |
43,48 (50*) |
164,97 (200*) |
1,34 |
|
Примечание. «*» – категориальные величины по ГОСТ 2789-73 |
||||||
Установлено, что стабильность процесса для приведенных сталей по (7) сохраняется только для параметров Radj и Rmaxdj при переменной d, причем для первого параметра она выше в поперечном направлении, а для второго – напротив, в продольном. Для среднего шага и опорной длины аналогичные закономерности оказались незначимыми. При постоянной процесса d наименьшая изменчивость процесса по высотным параметрам микрогеометрии была установлена для стали Р9М4К8, а наибольшая – для пластин Р18 (табл. 4).
Список литературы
Кремень З.И. Технология шлифования в машиностроении / З.И. Кремень, В.Г. Юрьев, А.Ф. Бабошкин; под общ. ред. З.И. Кремня. – СПб.: Политехника, 2007. – 320 с.
Холлендер М. Непараметрические методы статистики / М. Холлендер, Д. Вулф ; пер. с англ. – М.: Финансы и статистика, 1983. – 506 с.
Закс Л. Статистическое оценивание / пер. с нем. – М.: Статистика, 1976. – 598 с.
Прогнозирование микротвердости пластин Р9М4К8 при плоском шлифовании кругами «Аэробор» / Я.И. Солер, Л.Г. Каменская, И.М. Шумейкина // Перспективные технологии получения и обработки материалов: межвуз. сб. тр.; под ред. С.А. Зайдеса. – Иркутск: Изд-во ИрГТУ, 2010. – С. 20-25.
Оценка режущих свойств кругов нового поколения «Аэробор» по критерию шероховатости при шлифовании плоских деталей основного и вспомогательного производств самолетостроительных предприятий / Я.И. Солер, А.И. Шустов, Д.А. Филиппова, С.А. Пронин // Вестник ИрГТУ. – 2013. №4 (75). – С. 43-50.
Список литературы
Кремень З.И. Технология шлифования в машиностроении / З.И. Кремень, В.Г. Юрьев, А.Ф. Бабошкин; под общ. ред. З.И. Кремня. – СПб.: Политехника, 2007. – 320 с.
Холлендер М. Непараметрические методы статистики / М. Холлендер, Д. Вулф ; пер. с англ. – М.: Финансы и статистика, 1983. – 506 с.
Закс Л. Статистическое оценивание / пер. с нем. – М.: Статистика, 1976. – 598 с.
Прогнозирование микротвердости пластин Р9М4К8 при плоском шлифовании кругами «Аэробор» / Я.И. Солер, Л.Г. Каменская, И.М. Шумейкина // Перспективные технологии получения и обработки материалов: межвуз. сб. тр.; под ред. С.А. Зайдеса. – Иркутск: Изд-во ИрГТУ, 2010. – С. 20-25.
Оценка режущих свойств кругов нового поколения «Аэробор» по критерию шероховатости при шлифовании плоских деталей основного и вспомогательного производств самолетостроительных предприятий / Я.И. Солер, А.И. Шустов, Д.А. Филиппова, С.А. Пронин // Вестник ИрГТУ. – 2013. №4 (75). – С. 43-50.