ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА УПРАВЛЕНИЯ ГПС

ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА УПРАВЛЕНИЯ ГПС
Научная статья
Евгенев Г.Б.*
Московский Государственный Технический Университет им. Н.Э. Баумана, Москва, Россия
* Корреспондирующий автор (g.evgenev[at]mail.ru)
АннотацияВ настоящее время в мире происходит четвертая промышленная революция, получившая наименование «Индустрия 4.0». Целью этой революции является создание цифровых производств, которые обеспечивали бы кардинальное повышение производительности и качества производства. Низкий уровень этих показателей является вызовом для нашего государства.
В проекте «Индустрия 4.0» используются технологии Интернета промышленных вещей (IIoT). В IIoT применяются сложные информационные технологии больших данных и облачных вычислений, недоступные для разработки систем малыми и средними машиностроительными предприятиями. Методы искусственного интеллекта при создании систем IIoT до сих пор не применялись.
Системы оперативного управления производством (MES) и системы автоматизированного программирования для оборудования с ЧПУ (CAM) разрабатываются вне связи с IIoT.
В данной статье представлен прототип интеллектуальной системы полуавтоматического управления ГПС. Ядром является семантическая База Знаний для IIoT, которая использует Модули Инженерных Знаний в виде строительных блоков. Опорой при проектировании используется методология, основанная на многоагентных методах.
Разработаны структуры базы данных и базы знаний.
Информационные технологии, описанные в статье, доступны для использования непрограммирующими пользователями и могут быть использованы малыми и средними машиностроительными предприятиями.
Ключевые слова: Индустрия 4.0, цифровые производства, промышленный интернет вещей, искусственный интеллект, база знаний.
AN INTELLIGENT FMS CONTROL SYSTEM
Research article
Evgenev G.B.*
Bauman Moscow State Technical University, Moscow, Russia
* Corresponding author (g.evgenev[at]mail.ru)
AbstractCurrently, the world is undergoing the fourth industrial revolution, called "Industry 4.0". This revolution is set to create digital production works that would cause a dramatic increase in productivity and quality of production. The low level of these indicators is a challenge for our state.
The Industry 4.0 project uses the technologies of the Industrial Internet of Things (IIoT). IIoT uses complex information technologies of big data and cloud computing, which are not available for the development of systems by small and medium-sized engineering enterprises. Artificial intelligence methods have not yet been used in the process of creating IIoT systems.
Operational Production Management Systems (MES) and computer-aided manufacturing systems for CNC equipment (CAD) are developed outside of IIoT.
The current article presents a prototype of an intelligent semi-automatic GPS control system. The core is a semantic knowledge base for IIoT that uses Engineering Knowledge Modules as building blocks. A methodology based on multi-agent methods serves as a backbone in the design.
The study demonstrates the developed database and knowledge base structures.
The information technologies described in the article are available for use for non-programming users and can be used by small and medium-sized machine-building enterprises.
Keywords: Industry 4.0, digital production, Industrial Internet of Things, artificial intelligence, knowledge base.
ВведениеВ настоящее время по всеобщему признанию в мире происходит четвертая промышленная революция (4ПР) [1], [2], [3]. Цифровизация промышленности основывается на методологии искусственного интеллекта (ИИ) [4], [5], [6] . К 2025 прогнозируется его четырехкратный рост внедрения ИИ. Применение искусственного интеллекта станет повсеместным стандартом, так как во многих случаях это – единственный способ сохранить конкурентоспособность.
В настоящее время для создания интеллектуальных систем управления производством используются сложные технологии, связанные с обработкой больших данных и облачными технологиями, у которых есть проблемы с безопасностью. Для этого нужно привлекать ИТ-компании. Для малых и средних производств это затруднительно. Необходимы простые инструментальные средства, доступные для таких производств. Данные не должны быть ни большими, ни малыми, а необходимыми и достаточными и основанными на существующих стандартах, а в данном случае – ЕСТД.
Что касается знаний, то они должны содержаться в базах знаний производств. При этом необходима простейшая технология сознания таких баз знаний, основанная на языке «деловой прозы», максимально приближенном к естественному языку и быть доступным для разработки непрограммирующими пользователями.
Именно такие методы описываются в настоящей статье.
Цифровизация машиностроения должна основываться на новейших технологиях промышленного интернета вещей IIoT (рис.1).
Отличительной особенностью IIoT, является конвергенция информационных технологий (ИТ) и операционных технологий (ОТ). В ИТ операции представляют модули базы знаний, описанные ниже. Операции ОТ в данном случае целесообразно разбить на два класса: собственно операции ОТ, представляющие собой технологические операции, связанные с изменением свойств обрабатываемого объекта, и операции ОЛ – логистические операции, связанные с изменением расположения объектов. ОТ проектируются предварительно в системах автоматизации технологического проектирования и загружаются в базу данных применительно к тем предметам, которые подлежат обработке в данное время. Логистические операции генерируются динамически системой оперативного управления производством по мере необходимости.
Конвергенция ИТ и ОТ обеспечивает большую системную интеграцию в отраслях с точки зрения автоматизации и оптимизации, а также лучшую видимость цепочки поставок и логистики.
В контексте четвертой промышленной революции, получившей название Индустрия 4.0 , IIoT является неотъемлемой частью того, как киберфизические системы и производственные процессы должны трансформироваться с помощью систем оперативного управления. Машины получают возможность брать на себя и автоматизировать задачи, с которыми предыдущие промышленные революции не могли справиться. В более широком контексте IIoT имеет решающее значение для вариантов использования связанных с созданиями умных заводов.
Интеграция IIoT может дать промышленным предприятиям более точное представление о том, как продвигаются их операции, и помочь им принимать обоснованные бизнес-решения.

Рис. 1 – Общая схема создания интеллектуальных производств
Технической основой создания интеллектуальных производств являются гибкие производственные системы (ГПС).
Эффективность ГПС обеспечивается за счет функционирования автоматизированных систем: проектирования, технологической подготовки производства, оперативного планирования производства и ряда других
Вся совокупность этих систем обеспечивает создание гибкого автоматизированного производства, а его основу обеспечивают гибкие производственные системы (ГПС).
Гибкая производственная система
В настоящее время с использованием программных средств российской компании «Центр СПРТ-Т» разработана интеллектуальная система полуавтоматического проектирования изделий машиностроения [7]. Для создания сквозных цифровых технологий необходимо разработать интеллектуальную систему управления гибкой производственной системы (ГПС), способной изготовлять спроектированные объекты.
В качестве такой ГПС может быть использована учебная мини ГПС, созданная в Англии на фирме «Denford» и установленная в МГТУ им. Баумана (рис.2).
ГПС «Denford» включает два станочных модуля токарный 1 и фрезерный 2. Помимо этого имеется средство контроля изделий 3. Транспортно-складская система ГПС включает ленточный конвейер 4 и автоматизированный склад 5.
Интеллектуальная АСУ ГПС должна обеспечивать выполнение следующих функций:
- Выбор объекта производства
- Выбор технологического процесса производства
- Выбор ТО производства и оборудования
- Доставка технологической оснастки
- Наладка технологической операции
- Доставка объекта обработки
- Производство обработки
- Контроль результатов обработки
- Складирование обработанного объекта
- Выполнение заключительных операций и складирование оснастки
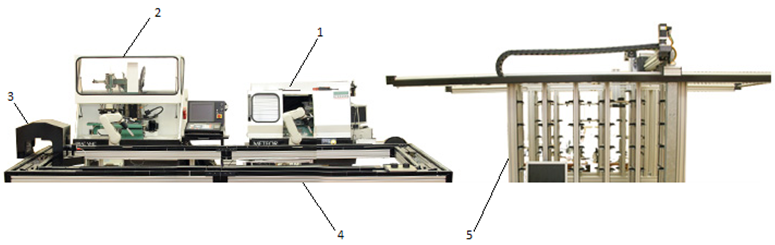
Рис. 2 – Мини ГПС «Denford»: 1-модуль токарный; 2-модуль сверлильно-фрезерный; 3-модуль контроля изделий; 4 -ленточный конвейер; 5-склад
Функциональная модель производственной системы
Технологические процессы реализуются в машиностроительных производствах в виде целенаправленных действий по изготовлению изделий с привлечением необходимых людских, материальных, энергетических и информационных ресурсов. Для существующих производств эти действия необходимо спланировать и проводить на основе планов оперативного управления производственными процессами.
При описании систем целесообразно разделить все переменные на три группы:
1) входные переменные и воздействия, представляющие собой внешнюю по отношению к рассматриваемой системе информацию;
2) выходные переменные, характеризующие некоторые стороны функционирования системы и являющиеся ее реакцией на вход;
3) переменные состояния, характеризующие динамическое поведение системы.
На рис. 3 представлена функциональная модель производственной системы. Создание баз знаний для такой системы заключается в декомпозиции этого функционального объекта до элементарных объект-функций (агентов), семантическая сеть которых позволяет выполнить эту функцию.
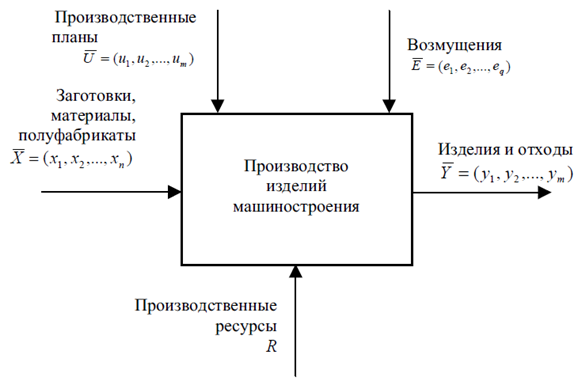
Рис. 3 – Модель производственной системы
Входами X = (x1, x2,…,xn) модели дискретной производственной системы являются заготовки, материалы и полуфабрикаты, необходимые для изготовления изделий.
На рис. 4 представлена диаграмма классов объектов цифрового производства. Из числа входных объектов на ней отображены заготовки, материалы и комплектующие.
Выход этой системы Y = (y1, y2, ..., yn) представляет собой изделия и отходы производства. На рис. 4 объектом выхода является объект номенклатурный, включенный в состав производственной программы. Разновидности здесь включают подлежащие изготовлению детали и сборочные единицы.
Упомянутые выше материалы и заготовки связаны с изготовляемыми деталями, а комплектующие и материалы – со сборочными единицами.
Производственный процесс управляется производственными планами U = (u1, u2, ..., un), составленными на основе технологических процессов и требующими для своей реализации ресурсы R в виде персонала и средств технологического оснащения (оборудование, приспособления, инструменты).
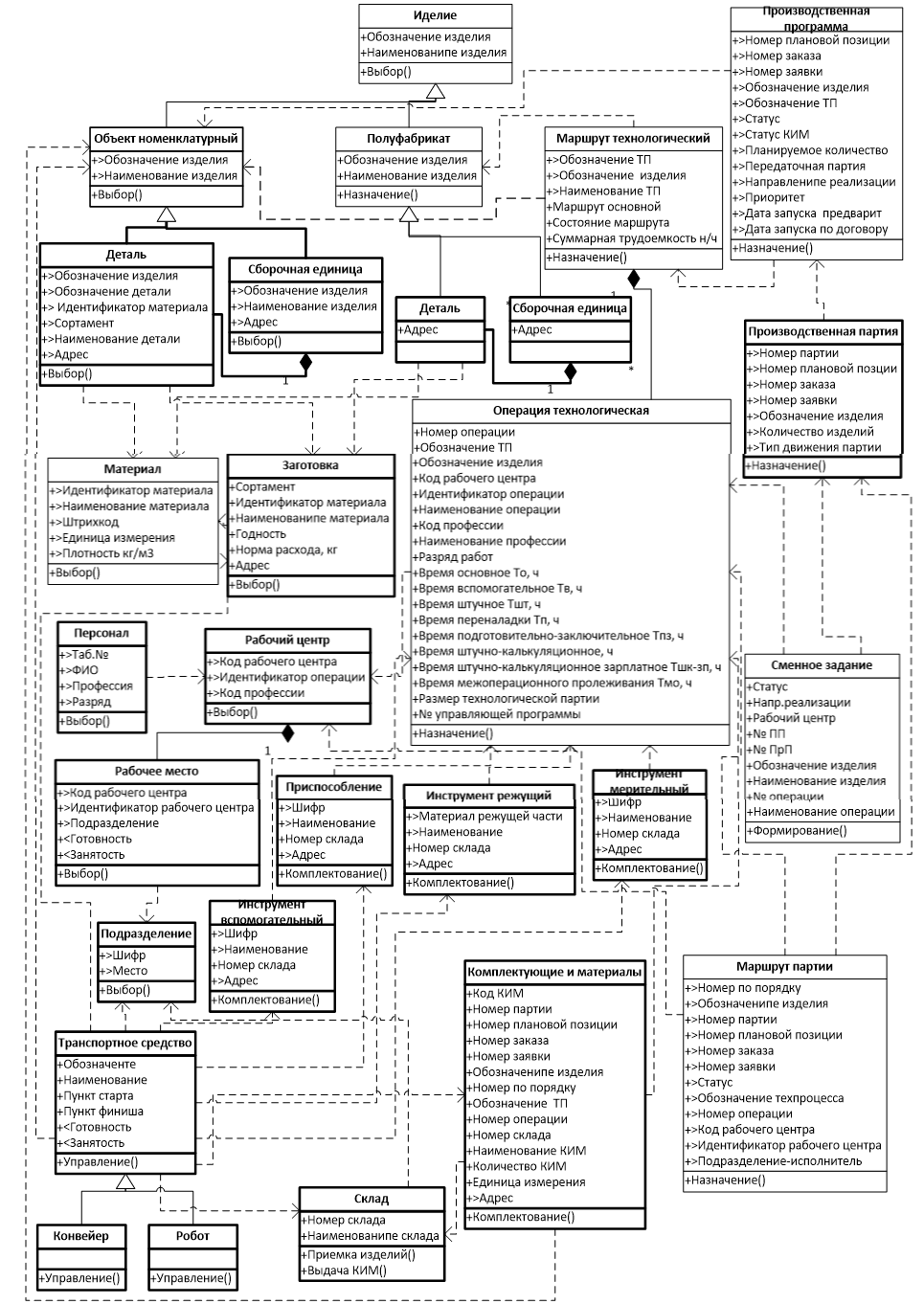
Рис. 4 – Диаграмма классов объектов цифрового производства
Производственный план на рис.5 представлен объектом «Производственная программа», который реализуется в форме изготовления производственных партий, каждая из которых имеет свой маршрут.
Атрибуты производственной программы включают данные, имеющие организационный характер: номера плановой позиции, заказа и заявки. Далее заносится инженерная информация: обозначение изделия и технологических процессов.
На концептуальном уровне производственная система представляет собой множество некоторых ресурсов R, взаимодействующих между собой. Ресурсы могут быть двух видов: постоянные и временные. Постоянные ресурсы всегда присутствуют в системе, а временные ресурсы поступают в систему и покидают ее. К числу постоянных ресурсов производственной системы относится оборудование, а к числу временных может относиться оснастка.
Ресурсы R для реализации производства на рис. 4 выделены жирным контуром и представляют собой вещи, имеющие место в производстве: рабочий центр, который может включать несколько рабочих мест и который размещается в определенном помещении, транспортные средства, склады, а также технологическая оснастка: приспособления, инструменты режущие, мерительные и вспомогательные.
Для постоянных ресурсов характерными являются параметры, идентифицирующие их по работоспособности и налаженности на выполнение определенных операций. Для временных ресурсов важными являются параметры, описывающие их местоположение, участие в некоторых действиях и т.п.
Применительно к рассматриваемой ГПС (рис. 2) постоянные ресурсы включают два рабочих центра: токарный и фрезерный, в каждый из которых входит соответствующее рабочее место в виде станка с ЧПУ и вспомогательного робота. Каждый рабочий центр обслуживается персоналом соответствующей квалификации и разряда.
Обработка осуществляется производственными партиями. Маршрут партии представляет собой виртуальный объект, формируемый на основе технологических данных.
Параметрами оборудования для целей управления интеллектуальным производством являются занятость и загруженность.
Производственные ресурсы взаимодействуют друг с другом в соответствии с оперативным планом, выполняя различные действия, реализующие технологические операции. Каждое действие связано с изменением состояния производственной системы. Изменение состояния системы называют событием. Например, событиями являются начало и конец обработки детали на станке. Все события должны быть определены и зафиксированы в модели системы.
Производственный процесс управляется производственными планами U = (u1, u2, ..., un), составленными на основе технологических процессов и требующими для своей реализации ресурсы R в виде персонала и средств технологического оснащения (оборудование, приспособления, инструменты).
Как показано на рис. 3 оснастка включает приспособление и инструменты: режущий, мерительный и вспомогательный.
В реальном производстве имеют место возмущения E = (e1, e2, ..., en), связанные со штатными и такими нештатными событиями, как сбои и отказы оборудования и оснастки. В интеллектуальных производствах возмущения E генерируются с помощью датчиков и интернета вещей.
Параметрами оборудования (рабочее место, транспортное средство) для целей интеллектуального производства являются готовность и занятость. Готовность может принимать значения «готов» и «не готов». Объект готов, когда он может выполнять свое функциональное назначение. Рабочее место готово, когда выполнены подготовительные работы по наладке на технологическую операцию и успешно обработаны пробные детали. Готовность обеспечивается персоналом, выполняющим подготовительно-заключительные операции.
Занятость может принимать значения «занят» и «свободен». Объект занят во время выполнения технологической операции. В противном случае он свободен.
Параметры могут принимать значения из некоторого непустого множества S (счетного или несчетного). Часть параметров ресурса, например занятость, изменяют свои значения в процессе моделирования, а другие остаются постоянными (например, расстояние между станками).
Нерегулярные события происходят либо при нештатной работе ресурсов (поломки, отказы), либо из-за внешних по отношению к системе причин (приход в систему нового временного ресурса). В отличие от регулярных событий, нерегулярные носят ярко выраженный стохастический характер и заранее не планируются системой управления. Их возникновение может нарушать синхронизацию регулярных событий и приводить к невозможности их начала или нормального завершения [8], [9].
Ресурсы в процессе функционирования производственной системы выполняют определенные действия, представляющие собой операции технологических процессов, развернутые во времени. С каждым действием связано два события — его начало и конец. Примерами действий производственного участка являются: транспортирование заготовки, обработка детали, переналадка станка и т.п.
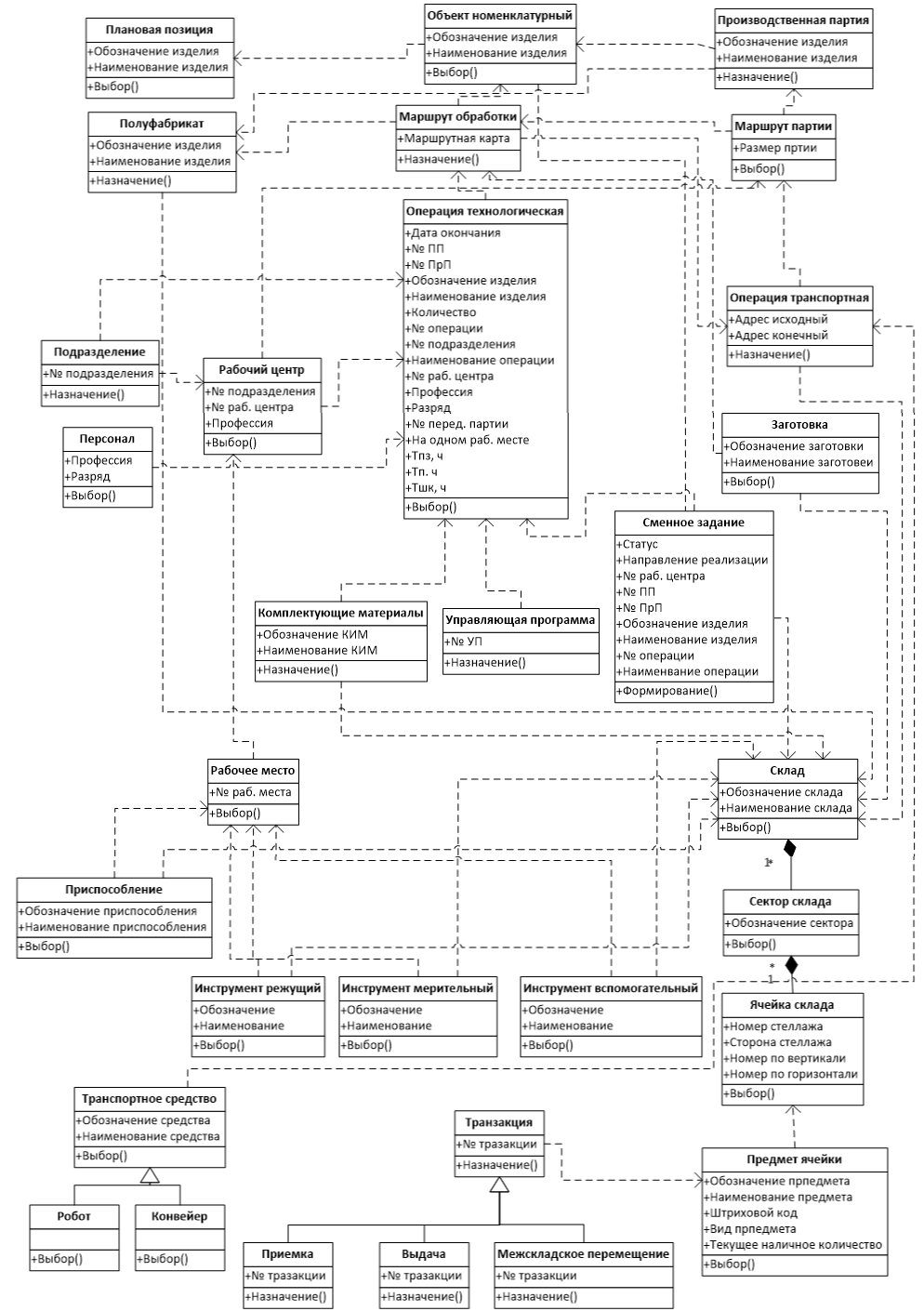
Рис. 5 – База знаний системы управления ГПС
Действие представляет собой целенаправленный процесс. Оно планируется и может находиться в различных состояниях: запланировано, начато, окончено, прервано по какой-то причине. При успешном окончании считается, что поставленная цель достигнута.
Действия в ГПС относятся к двум категориям: основные и вспомогательные. Основные соответствуют операциям технологическим, с помощью которых производится преобразование формы и свойств объектов изготовления. Вспомогательные связаны с изменениями положения предметов и обеспечиваются операциями транспортными. Средствами их реализации являются транспортные средства. Применительно к рассматриваемой ГПС (рис.2) они включают склад, обеспечивающий хранение и перемещение грузов, ленточный конвейер и обслуживающие роботы.
База знаний системы управления ГПСБаза знаний интеллектуальной системы управления ГПС представляет собой семантическую сеть агентов (рис.5). Она обеспечивает автоматизированное функционирование ГПС, необходимое для решения поставленных производственных задач.
Вначале производится выбор плановой позиции, которая содержит обозначение и наименование номенклатурного объекта, подлежащего изготовлению. Изготовляемые объекты объединяются в производственные партии.
По обозначению изделия устанавливается маршрут обработки, содержащийся в маршрутной карте (МК). МК содержит данные о заготовке (код, профиль и размеры, количество на деталь, масса), а также последовательность операций с указанием цеха, участка и рабочего места, номера операции, кода и наименования операции, кода и наименования оборудования, профессии и разряда рабочего, Тпз и Тшт. Помимо этого для каждой операции указывается необходимая оснастка.
Для сборочных операций указываются комплектующие материалы, а для операций, выполняемых на оборудовании с ЧПУ, номер управляющей программы.
Из подмножества операций МК формируется сменное задание (рис.6).
Во время изготовления деталей на станках с ЧПУ на панелях ГПС отображается процесс обработки (рис. 6). Здесь под номером 1 показан процесс обработки на токарном станке 1, а под номером 2 – процесс обработки на сверлильно-фрезерном станке 2.
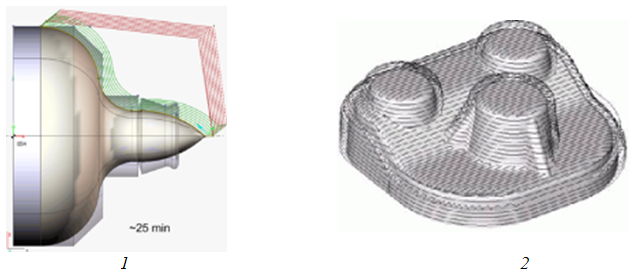
Рис. 6 – Контроль обработки деталей на станках с ЧПУ: 1 – процесс обработки на токарном станке; 2 – процесс обработки на сверлильно-фрезерном станке
В рассматриваемой ГПС возможна организация единичного и поточного производства. В данном случае поточное производство является многопредметным со свободным ритмом. Состав основных операций определяет МК, а к вспомогательным относятся транспортные операции, выполняемые складом, конвейером и обслуживающими роботами (табл.1).
В случае единичного производства результаты выполнения промежуточных операций представляют собой полуфабрикаты (рис.4), отправляемые на склад, а в случае поточного производства они передаются на следующее рабочее место.
Таблица 1 – Транспортные операции ГПС
| Объект | Производство единичное | Производство поточное |
| Заготовка | Склад Конвейер Робот 1 Рабочее место 1 | Склад Конвейер Робот 1 Рабочее место 1 |
| Полуфабрикат | Робот 1 Конвейер Склад | Робот 1 Конвейер Робот 2 Рабочее место 2 |
| Полуфабрикат | Склад Конвейер Робот 2 Рабочее место 2 | |
| Изделие | Робот 2 Конвейер Склад | Робот 2 Конвейер Склад |
Транспортные операции относятся к сфере логистики.
В технологических операциях обработки на входе имеется заготовка или полуфабрикат, а на выходе полуфабрикат или готовое изделие. В случае транспортных операций на входе имеем исходный адрес перемещаемого объекта, а на выходе – конечный его адрес.
Транспортные адреса:
- Обозначение склада
- Обозначение сектора склада;
- Номер стеллажа склада;
- Сторона стеллажа склада;
- Номер по вертикали;
- Номер по горизонтали;
- Номер рабочего центра;
- Номер рабочего места.
Заключение
Разработан метод создания интеллектуальных систем управления гибкими производственными системами в машиностроения.
Как показывает опыт эксплуатации интеллектуальных систем, основанных на базах знаний, производительность труда технологов повышается в 2-3 раза, за счет автоматической генерации технологических процессов. Одновременно с этим происходит улучшение качества результатов проектирования в связи с использованием лучших апробированных решений.
| Конфликт интересов Не указан. | Conflict of Interest None declared. |
Список литературы / References
- Industry 4.0 – The future is smart – [Electronic resource]. – URL: www.baslerweb.com/Industry (accessed: 12.12.2020)
- Nerve for Industry 4.0 Fog Computing Platform –tttech.com – [Electronic resource]. – URL: www. tttech.com./fog-computing/nerve (accessed: 12.12.2020)
- Siemens - Industrie4.0. – [Electronic resource]. – URL: www. siemens.com (accessed: 12.12.2020)
- Haenlein, M. A Brief History of Artificial Intelligence: On the Past, Present, and Future of Artificial Intelligence / Haenlein, Michael; Kaplan, Andreas // California Management Review. 61 (4): 5–14. doi:10.1177/0008125619864925. ISSN 0008-1256. S2CID 199866730.
- Hutter M.Universal Artificial Intelligence / Hutter, Marcus. – Berlin: Springer. ISBN 978-3-540-22139-5.
- Russell S. J. Artificial Intelligence: A Modern Approach (3rd ed.) / Russell, Stuart J.; Norvig, Peter. Upper Saddle River, New Jersey: Prentice Hall. ISBN 978-0-13-604259-44.
- Евгенев Г.Б. Интеллектуальная САПР как полуавтоматическая система конструкторско-технологического проектирования червячных редукторов / Г.Б. Евгенев, А.Н. Кирияк // Сборник научных статей по итогам работы Международного научного форума наука и инновации- современные концепции (г. Москва, 2 февраля 2020 г.). / отв. ред. Д.Р. Хисматуллин. – Москва: Издательство Инфинити, 2020, с.120-125
- Евгенев Г.Б. Основы автоматизации технологических процессов и производств: учебное пособие: в 2 т. Т.1 / Г.Б. Евгенев: Информационные модели. Издательство МГТУ им. Н.Э. Баумана, 2015, 441с.
- Евгенев Г.Б. Российские технологии создания систем класса «Industry 4.0» Часть 1 / Г.Б. Евгенев // Известия высших учебных заведений. Машиностроение. №8, 2018, с.50-63
Список литературы на английском языке / References in English
- Industry 4.0 – The future is smart – [Electronic resource]. – URL: www.baslerweb.com/Industry (accessed: 12.12.2020)
- Nerve for Industry 4.0 Fog Computing Platform –tttech.com – [Electronic resource]. – URL: www. tttech.com./fog-computing/nerve (accessed: 12.12.2020)
- Siemens - Industrie4.0. – [Electronic resource]. – URL: www. siemens.com (accessed: 12.12.2020)
- Haenlein, M. A Brief History of Artificial Intelligence: On the Past, Present, and Future of Artificial Intelligence / Haenlein, Michael; Kaplan, Andreas // California Management Review. 61 (4): 5–14. doi:10.1177/0008125619864925. ISSN 0008-1256. S2CID 199866730.
- Hutter M.Universal Artificial Intelligence / Hutter, Marcus. – Berlin: Springer. ISBN 978-3-540-22139-5.
- Russell S. J. Artificial Intelligence: A Modern Approach (3rd ed.) / Russell, Stuart J.; Norvig, Peter. Upper Saddle River, New Jersey: Prentice Hall. ISBN 978-0-13-604259-44.
- Evgenev G.B. Intellektual'naja SAPR kak poluavtomaticheskaja sistema konstruktorsko-tehnologicheskogo proektirovanija chervjachnyh reduktorov [Intelligent CAD as a semi-automatic system for the design and technological design of worm gearboxes] / G.B. Evgenev, A.N. Kirijak // Sbornik nauchnyh statej po itogam raboty Mezhdunarodnogo nauchnogo foruma nauka i innovacii- sovremennye koncepcii (g. Moskva, 2 fevralja 2020 g.) [Collection of scientific articles based on the results of the work of the International Scientific Forum science and innovations - modern concepts (Moscow, February 2, 2020)]. / ed. D.R. Khismatullin. - Moscow: Infinity Publishing House, 2020, p. 120-125 [in Russian]
- Evgenev G.B. Osnovy avtomatizacii tehnologicheskih processov i proizvodstv [Basics of automation of technological processes and production: a tutorial]: in 2 volumes. Vol. 1 / G.B. Evgenev: Information models. Publishing house MSTU im. N.E. Bauman, 2015, 441p. [in Russian]
- Evgenev G.B. Rossijskie tehnologii sozdanija sistem klassa «Industry 4.0» Chast' 1 [Russian technologies for creating systems of the class "Industry 4.0" Part 1] / G.B. Evgenev // Izvestija vysshih uchebnyh zavedenij. Mashinostroenie [Proceedings of higher educational institutions. Mechanical engineering]. No. 8, 2018, pp.50-63 [in Russian]