ВЗАИМОДЕЙСТВИЕ ИМПУЛЬСНОГО ЛАЗЕРНОГО ИЗЛУЧЕНИЯ С ПЛАЗМЕННЫМ ПОТОКОМ, СОДЕРЖАЩИМ МЕЛКОДИСПЕРСНУЮ ФАЗУ
ВЗАИМОДЕЙСТВИЕ ИМПУЛЬСНОГО ЛАЗЕРНОГО ИЗЛУЧЕНИЯ С ПЛАЗМЕННЫМ ПОТОКОМ, СОДЕРЖАЩИМ МЕЛКОДИСПЕРСНУЮ ФАЗУ
Научная статья
Чащин Е.А.1, *, Балашова С.А.2
1 ФГБОУ ВО «КГТА им.В.А. Дегтярева», Ковров, Россия;
2 АО «ВНИИ «Сигнал», Ковров, Россия;
* Корреспондирующий автор (kanircha[at]list.ru)
АннотацияИспользуемые в настоящее время технологические установки плазменного напыления обеспечивают прочность адгезионного сцепления, как правило, в пределах 30 – 40 МПа при пористости покрытий около 10 % Дальнейшее повышение достигнутого уровня труднодостижимо традиционными методами. В работе показана возможность интенсификации процессов плазменного напыления введением в плазменный поток, в качестве дополнительного источника энергии, модулированного лазерного излучения. Предложена математическая модель, описывающая взаимодействие импульсного лазерного излучения с плазменным потоком, содержащим мелкодисперсную фазу. Получены оценки энергетических и временных параметров лазерного излучения, обеспечивающих повышение эффективности плазменного напыления. Показано, что энергия вводимого дополнительно в плазменный поток лазерного излучения имеет ограничения как по минимальному, так и по максимальному уровню энергии.
Ключевые слова: комбинированное воздействие, плазменное напыление, лазерное изучение.
INTERACTION OF PULSE LASER RADIATION WITH PLASMA FLOW CONTAINING FINELY DISPERSED PHASE
Research article
Chashchin E.A.1, *, Balashova S.A.2
1 FSBEI of HE, KSTA named after V.A. Degtyarev, Kovrov, Russia;
2 JSC, SRI Signal, Kovrov, Russia
* Corresponding author (kanircha[at]list.ru)
AbstractCurrently used plasma spraying technological units typically provide adhesion within the range of 30–40 MPa with a coating porosity of about 10%, and it is difficult to achieve a further increase of this level with traditional methods. The paper shows the possibility of intensifying plasma spraying processes by introducing modulated laser radiation into the plasma stream as an additional energy source. The authors propose a mathematical model that describes the interaction of pulsed laser radiation with a plasma stream containing a finely dispersed phase; they have obtained estimates of the energy and time parameters of laser radiation, which increase the efficiency of plasma spraying. It is shown that the energy of laser radiation introduced additionally into the plasma stream has limitations both on the minimum and maximum energy levels.
Keywords: combined exposure, plasma spraying, laser study. ВведениеК настоящему времени известно более 100 тыс. направлений использования источников концентрированных потоков энергии [1], [2], [3]. При этом основная доля такого высокотехнологичного оборудования используется на промышленных предприятиях для обработки материалов. На рис. 1-3 представлено распределение спроса на лазерные технологические системы и операции [4], [5], [6].
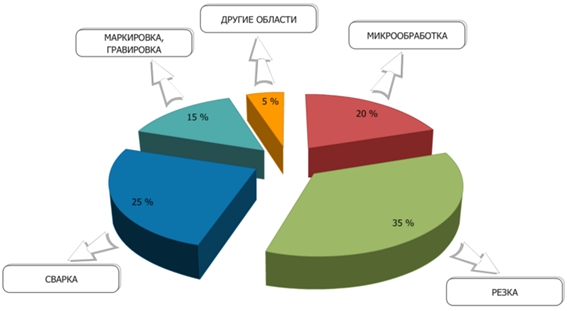
Рис. 1 – Распределение спроса на лазерные технологические операции по основным технологическим операциям [4]

Рис. 2 – Процентное соотношение продажи лазеров для различных видов обработки материалов в 2016 г. [5]
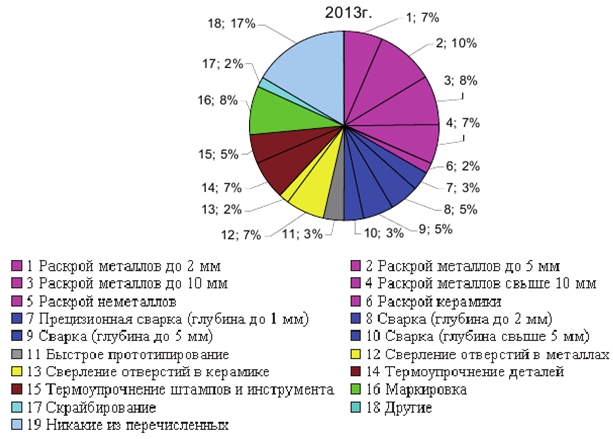
Рис. 3 – Технологические операции лазерной обработки [6]
Высокое качество и скорость обработки, возможность обрабатывать сложные контуры изделий и минимальные изменения структуры материала в зоне воздействия - далеко не полный перечень преимуществ технологий обработки концентрированными потоками энергии. В то же время, следует отметить, что среди приведенных видов обработки, доля технологических операций связанных с реализацией процессов нагревания и плавления материалов без разрушения, таких как напыление мала и составляет по разным оценкам (см. рис. 2-3) 5-12% и 5-9% соответственно. Одним из основных препятствий на пути внедрения технологических операций связанных с реализацией процессов нагревания и плавления материалов без разрушения в производство, является более низкая энергетическая и экономическая эффективность. Основные закономерности явлений переноса теплоты, механизм и методология исследования процессов теплообмена [7] показывают, что увеличения эффективности процессов обработки концентрированными потоками энергии можно добиться, сократив время, затрачиваемое на нагрев поверхности. Это может быть реализовано применением дополнительных источников для сопутствующего нагрева.
Одним из первых упоминаний о возможности применения подобного комбинированного воздействия можно считать предложенный в 1966 г. способ лазерно-плазменной обработки [8]. Реализация работ в этом направлении позволила разработать передовую технологию, позволяющую выполнять операции лазерно-плазменной сварки, наплавки и резки металлов (рис. 4, а), а так же закалки металлических поверхностей, нанесения покрытий и ведения других технологических процессов (рис. 4, б).
Предложенный способ комбинированной обработки концентрированными потоками энергии обеспечивает возможность существенного повышения эффективности использования лазерного излучения. В частности, при сварке алюминиевого сплава АМг-2 толщиной 0,35 мм лазерным изучением мощностью 250 Вт совместно с плазменной обработкой, скорость сварки возрастает в 3 раза до 9 м/мин [12].
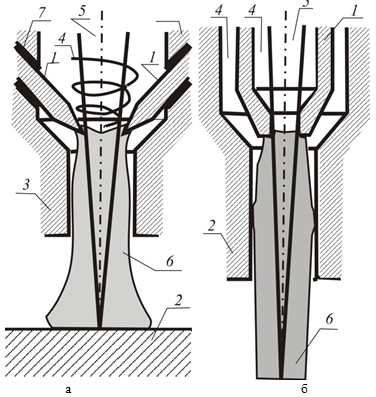
Рис. 4 – Схемы интегрированных плазмотронов прямого (а) и косвенного (б) действий [12]:
1 – катод, 2 – анод, 3 – плазмоформирующее сопло, 4 – плазмообразующий газ, 5 – лазерный пучок, 6 – плазма,
7 – изолятор
Применение дополнительных источников для сопутствующего нагрева выявило ряд преимуществ, к которым следует отнести то, что тепловое воздействие не является суммой балансов тепла отдельно взятых источников лазерной и плазменной обработки [13].
Следует отметить, что рассмотренные выше методы повышения эффективности обработки концентрированными потоками энергии предназначены для повышения эффективности в первую очередь лазерной обработки. Однако при выполнении производственных операций напыления, большей производительностью, по сравнению с лазерной обработкой, обладают установки именно плазменного напыления. В то же время, используемые в настоящее время технологические установки плазменного напыления обеспечивают прочность адгезионного сцепления, как правило, в пределах 30 – 40 МПа при пористости покрытий около 10 % [14]. Дальнейшее повышение достигнутого уровня этих свойств, связано с интенсификацией теплового воздействия на частицы порошка напыляемого материала, что труднодостижимо традиционными методами. Это делает актуальным рассмотрение вопроса о возможности интенсификации процессов плазменного напыления введением в плазменный поток, в качестве дополнительного источника энергии, модулированного лазерного излучения.
Методы и принципы исследования
Высокая плотность мощности, достигаемая в импульсе модулированного излучения, вызывает возникновение оптического пробоя. Высокое поглощение энергии лазерного излучения, реализуемое в области пробоя, обеспечивает, по сравнению с традиционными методами введения лазерного излучения в плазменный поток [15], уменьшение потерь на отражение в 7-9 раз до 5-10% от уровня энергии падающего излучения. Рассмотрим тепловое воздействие модулированного излучения на плазменный поток, содержащий мелкодисперсную фазу.
Принимаем, что условием возникновения пробоя является нарастание концентрации возбужденных электронов при превышении частоты ионизации ni над частой диффузионных потерь vD [13].
 (1)
(1)
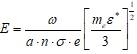
где w - круговая частота излучения; ε - диэлектрическая проницаемость вещества; ![]() - потенциал ионизации атома;
- потенциал ионизации атома; ![]() - масса атома газа; a ‑ характерный размер области воздействия луча (диаметр луча); σ - сечение взаимодействия электрон-атом; n - концентрация в месте воздействия лазерного луча на плазменный поток.
- масса атома газа; a ‑ характерный размер области воздействия луча (диаметр луча); σ - сечение взаимодействия электрон-атом; n - концентрация в месте воздействия лазерного луча на плазменный поток.
Тогда, интенсивность лазерного пучка, обеспечивающего возникновение пробоя [15]
где ![]() – энергия электрона; Т - температура плазменного потока; k - постоянная Больцмана.
– энергия электрона; Т - температура плазменного потока; k - постоянная Больцмана.
Сечение взаимодействия электрон-атом s зависит от температуры плазменного потока [14]
 (3)
(3)
где ![]() – энергия ионизации атома водорода; а0 – радиус первой орбиты атома водорода; Nвал– число валентных электронов; f1=0.8¸1.3, f2=0.7¸3 – постоянные (в последующих расчетах принято f1=1 и f2=2).
– энергия ионизации атома водорода; а0 – радиус первой орбиты атома водорода; Nвал– число валентных электронов; f1=0.8¸1.3, f2=0.7¸3 – постоянные (в последующих расчетах принято f1=1 и f2=2).
Оценим толщину слоя прогреваемого движущимся ионизационным фронтом. Будем считать, что при формировании оптического пробоя в плазменном потоке, фронт ионизации распространяется в режиме свето-детонационной волны со скоростью:
 (4)
(4)
где p0 - плотность газовой среды; γ - показатель адиабаты газа.
Для обеспечения равномерности свойств наносимого покрытия, за время действия импульса лазерного излучения должен обеспечиваться дополнительный прогрев плазменного потока по всему его сечению. Зная скорость (4), определим расстояние, пройденное фронтом за время t=τ-Δt, где τ – время воздействия излучения, Δt- время разогрева плазмы. Dt вычисляем по приращению температуры в приближении одномерной задачи нагрева среды с объемным поглощением [13].
где Сpl – теплоемкость плазменного потока, принимаемая при температуре плазменного потока более 104 К равной 13 кДж/(кг×К) [14].
Рассмотрим влияние лазерного излучения, удовлетворяющего полученным условиям на нагрев плазменного потока, содержащего мелкодисперсную фазу. По неявной конечно-разностной схеме были проведены расчеты с целью оценки воздействия лазерного импульса на температуру частиц напыляемого материала. При допущении приблизительной оценки расположения фронта плавления, процессы нагрева и плавления в конденсированной среде можно рассматривать в рамках единой расчетной области без разделения на твердое тело и расплав. В соответствии с известными рекомендациями [16] в нестационарном уравнении теплопроводности для моделирования области нагрева с плавлением используем сглаженную функцию удельной теплоемкости с(Т) [16], которая, кроме сглаживания перепада в значении при фазовом переходе «твердое тело – расплав», включает в себя удельную энергию плавления:
![]() (6)
(6)
где ![]() ‑ температуропроводность,
‑ температуропроводность, ![]() ‑ теплопроводность,
‑ теплопроводность, ![]() ‑ плотность материала,
‑ плотность материала, ![]() - вектор скорости движения.
- вектор скорости движения.
Основные результаты
Технологические плазменные установки обеспечивают получение низкотемпературной плазмы с температурой потока на срезе сопла плазматрона 6¸20×103К. Из рис. 5, а видно, что с уменьшением температуры плазменного потока пороговая интенсивность нелинейно возрастает до значений 1010 – 1012 Вт/см2, что может быть достигнуто при использовании импульсов модулированного излучения.
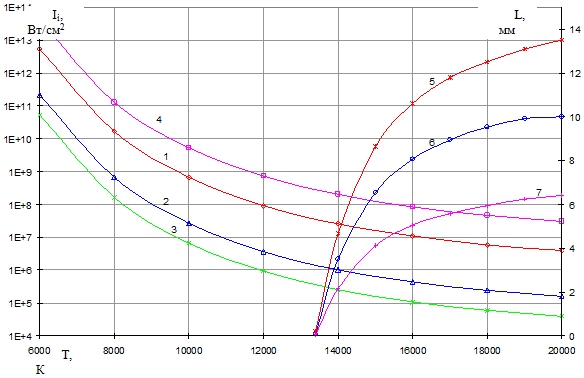
Рис. 5 – Зависимость пороговой интенсивности пробоя I i (1-3) и пиковой мощности лазерного импульса P i (4) в азоте от начальной температуры T, К
Диаметр лазерного луча: 1 мм (1), 5 мм (2) и 10 мм (3)
Зависимость расстояния L, мм (5-7), пройденного ПП от начальной температуры Т, К
Длительность импульса: 100 нс (7), 200 нс (6), 300 нс (5)
Видно (рис. 5, кривая 1-3), что при уменьшении интенсивности лазерного излучения момент возникновения пробоя сдвигается к концу импульса модулированного излучения, так же видно, что при уменьшении начальной температуры плазменного потока время возникновения пробоя увеличивается, что в совокупности приводит к снижению толщины слоя. Учитывая линейные размеры плазменного потока на срезе сопла можно принять, что расстояние, пройденное фронтом должно быть не менее 1 мм. С учетом сделанного допущения видно, что временные и энергетические параметры лазерного пучка должны лежать в диапазоне: длительность импульса от 100 – 300 нс, энергия импульса не менее 0,524 Дж.
Результаты расчетов (6) приведены на рис. 6. Видно, что в результате воздействия импульсного лазерного излучения температура поверхности сферической частицы существенно превышает температуру плавления напыляемого материала. При импульсном воздействии, температура сначала повышается до максимального значения, а после окончания действия импульса, вследствие прекращения процессов испарения, температура поверхности интенсивно снижается до температуры плавления и стабилизируется на достигнутом уровне.
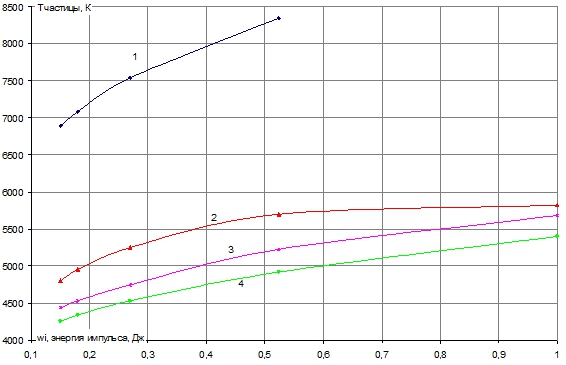
Рис. 6 – Зависимость температуры нагрева частицы Al2O3 от энергии импульса лазерного излучения
Длительность импульса: 10нс (1), 100нс (2), 200нс (3), 300нс (4)
Обсуждение
Из результатов расчетов видно, что энергия вводимого дополнительно в плазменный поток лазерного излучения ограничена как по минимальному уровню - при нагреве мелкодисперсной фазы находящейся в плазменном потоке, уровень дополнительно поступающей энергии должен быть не меньше необходимого для образования оптического пробоя. Так и по максимальному уровню – дополнительный нагрев лазерным излучением не должен достигать полного испарения частиц мелкодисперсной фазы.
После проведённого анализа с помощью разработанной нами математической модели (1-6) получены следующие параметры лазеров – импульсы с длительностью от 10-50 нс и энергией импульса от 0,01 до 0,25 Дж нагревают частицу до 7-9 кК и при этом она испаряется на 60-80%; импульсы длительностью 90-300 нс и энергией импульса от 0,15 до 0,524 Дж нагревают частицу до 4-6 кК и при этом частица испаряется на 20-50%. Более длинные импульсы приводят к полному испарению напыляемых частиц. Для плазменного напыления окиси алюминия с помощью подогрева лазерным излучением наиболее оптимальными являются лазеры с длительностью импульса от 100 до 250 нс и мощностью импульса от 0,15 до 0,524 Дж. Приведенные параметры показывают возможность применения серийно выпускаемых технологических лазеров.
Заключение
Предложена математическая модель, описывающая взаимодействие импульсного лазерного излучения с плазменным потоком, содержащим мелкодисперсную фазу. Получены оценки энергетических и временных параметров лазерного излучения, обеспечивающих повышение эффективности плазменного напыления. Показана возможность повышения прочности адгезионного сцепления плазменно-напыленного покрытия свыше 40 ПМа.
| Конфликт интересов Не указан. | Conflict of Interest None declared. |
Список литературы / References
- Григорьянц А.Г. Технологические процессы лазерной обработки: Учеб. пособие для вузов / А.Г. Григорьянц, И.Н. Шиганов, А.И. Мисюров; под общей редакцией А.Г. Григорьянца. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2006 – 664 с.
- Игнатов А. Г. Десять лет успеха: рынок фотоники и лазерных технологий (2004–2015 годы) / А.Г. Игнатов //Фотоника. — 2015. — № 3. — С. 10–26.
- Игнатов А. Г. Рынок лазерных технологий 2004–2015 / А.Г. Игнатов // Ритм машиностроения. — 2015. — № 7. — С. 28–35.
- Сапрыкин Д. Возможность будущего роста: анализ перспектив российского рынка лазерных технологий в условиях кризиса [Электронный ресурс] // Ремонт. Инновации. Технология. Модернизация. http://www.laserapr.ru/files/news/ ritm_%D1%81%D0%B5%D0%BD%D1%82%D1%8F%D0%B1%D1%80%D1%8C%202009.pdf (дата обращения 10.03.2020 )
- Where have all the lasers gone?/G. Overton, A. Nogee, D. Belforte, C. Holton/Laser Focus World. — 2017. — Vol. 53. — January, № 1. — P. 32–52.
- Афримович В.Б. Тенденции развития рынка лазерных технологий для решения задач лазерной обработки материалов. Часть.2. Рынок лазерных технологий в России и Самарской области / В.Б. Афримович, В.С. Казакевич, С.И. Яресько // Известия Самарского научного центра РАН.-2014.- т. 16, №4 - C. 276-286.
- Михеев М. А. и др. Основы теплопередачи / А.М. Михеев, И.М. Михеева - изд. 2-е, стереотип. М.: Энергия, 1977 - 344 с.
- Геречихин Л.И. Однополярный импульсный плазменный генератор в сочетании с ОКГ как источник получения плазменных струй / Л.И. Геречихин, Л.Я. Минько // ЖПС – 1966 - № 4.
- Патон, Б.Е. Микроплазменная сварка / Б.Е. Патон. – Киев: Наукова думка, 1979 – 248 с.
- Патон Б.Е. Гибридная лазерно-микроплазменная сварка металлов малых толщин / Б.Е. Патон // Автоматическая сварка. – 2002 – №3. – С. 5–9.
- Шелягин В.А. Технологические особенности лазерной, микроплазменной и гибридной лазерной-микроплазменной сварки алюминиевых сплавов / В.А. Шелягин, А.М. Оришич // Автоматическая сварка. – 2014 – Т. №5(734). – С. 35–42.
- Григорьянц, А.Г. и др. Гибридные технологии лазерной сварки / А.Г. Григорьянц, И.Н. Шиганов, А.М. Чирков. – М.: Издательство МГТУ им. Н.Э. Баумана, 2004 – 49 с.
- Рыкалин Н.Н. и др. Лазерная и электроннолучевая обработка материалов / Н.Н. Рыкалин, А.А. Углов, И.В. Зуев и др.; под общей редакцией Н.Н. Рыкалина. - М.: Машиностроение, 1985. - 496 с.
- Пузряков А.Ф. Теоретические основы технологии плазменного напыления / А.Ф. Пузряков. - М.: Изд-во МГТУ им.Н.Э.Баумана, 2003. – 360 с.
- Пат. 2449048 Российская федерация, МПК7 C23C4/12. Способ лазерно-плазменного напыления покрытий / Чащин Е.А.; заявитель и патентообладатель ГОУ ВПО "Ковровская государственная технологическая академия имени В.А. Дегтярева". - №2010120868/02. заявл. 05.10, опубл.
- Балашова С.А. Повышение эксплуатационных характеристик керамических покрытий / С.А. Балашова, Е.А. Чащин, Шилов И.В. и др. // Вестник Саратовского государственного технического университета. - 2009. Т. 2. № 1 (38). - С. 73-80.
Список литературы на английском языке / References in English
- Grigor'yanc A.G. Tekhnologicheskie processy lazernoj obrabotki: Ucheb. posobie dlya vuzov [Technological processes of laser processing: Studies. Handbook for universities] / A.G. Grigor'yanc, I.N. SHiganov, A.I. Misyurov; pod obshchej redakciej A.G. Grigor'yanca. – M.: Izd-vo MGTU im. N.E. Baumana, 2006 – 664 p. [in Russian].
- Ignatov A. G. Desyat' let uspekha: rynok fotoniki i lazernyh tekhnologij (2004–2015 gody) [Ten years of success: Photonics and laser technology market (2004-2015)] / A.G. Ignatov //Fotonika [Photonics]. — 2015. — № 3. — P. 10–26 [in Russian].
- Ignatov A. G. Rynok lazernyh tekhnologij 2004–2015 [Laser technology market 2004-2015] / A.G. Ignatov // Ritm mashinostroeniya [Rhythm of mechanical engineering]. — 2015. — № 7. — P. 28–35 [in Russian].
- Saprykin D. Vozmozhnost' budushchego rosta: analiz perspektiv rossijskogo rynka lazernyh tekhnologij v usloviyah krizisa [The possibility of future growth : analysis of the prospects of the Russian laser technology market in the context of the crisis] [Electrinic resourse] // Remont. Innovacii. Tekhnologiya. Modernizaciya [Repair. Innovations. Technology. Modernization.]. URL: http://www.laserapr.ru/files/news/ ritm_%D1%81%D0%B5%D0%BD%D1%82%D1%8F%D0%B1%D1%80%D1%8C%202009.pdf (accessed: 10.03.2020) [in Russian].
- Where have all the lasers gone?/G. Overton, A. Nogee, D. Belforte, C. Holton/Laser Focus World. — 2017. — Vol. 53. — January, № 1. — P. 32–52.
- Afrimovich V.B. Tendencii razvitiya rynka lazernyh tekhnologij dlya resheniya zadach lazernoj obrabotki materialov. CHast'.2. Rynok lazernyh tekhnologij v Rossii i Samarskoj oblasti [Trends in the development of the market of laser technologies for solving problems of laser processing of materials. Part.2. Laser technology market in Russia and Samara region] / V.B. Afrimovich, V.S. Kazakevich, S.I. YAres'ko // Izvestiya Samarskogo nauchnogo centra RAN [Proceedings of the Samara scientific center of the Russian Academy of Sciences].-2014.- Vol. 16, №4 - P. 276-286 [in Russian].
- Miheev M. A. Osnovy teploperedachi [Basics of heat transfer] / A.M. Miheev, I.M. Miheeva - izd. 2-e, stereotip. M.: Energiya, 1977 - 344 p. [in Russian].
- Gerechihin L.I. Odnopolyarnyj impul'snyj plazmennyj generator v sochetanii s OKG kak istochnik polucheniya plazmennyh struj [Unipolar pulsed plasma generator in combination with OKG as a source for producing plasma jets] / L.I. Gerechihin, L.YA. Min'ko // ZHPS [WPS] – 1966 - № 4 [in Russian].
- Paton, B.E. Mikroplazmennaya svarka [microplasma welding] / B.E. Paton. – Kiev: Naukova dumka, 1979 – 248 p. [in Russian].
- Paton B.E. Gibridnaya lazerno-mikroplazmennaya svarka metallov malyh tolshchin [Hybrid laser-microplasma welding of small-thickness metals] / B.E. Paton // Avtomaticheskaya svarka [Automatic welding]. – 2002 – №3. – P. 5–9 [in Russian].
- Shelyagin V.A. Tekhnologicheskie osobennosti lazernoj, mikroplazmennoj i gibridnoj lazernoj-mikroplazmennoj svarki alyuminievyh splavov [Technological features of laser , microplasma and hybrid laser- microplasma welding of aluminum alloys] / V.A. SHelyagin, A.M. Orishich // Avtomaticheskaya svarka [Automatic welding] . – 2014 – Vol. №5(734). – P. 35–42. [in Russian].
- Grigor'yanc, A.G. Gibridnye tekhnologii lazernoj svarki [Hybrid laser welding technologies] / A.G. Grigor'yanc, I.N. SHiganov, A.M. CHirkov. – M.: Izdatel'stvo MGTU im. N.E. Baumana, 2004 – 49 p. [in Russian].
- Rykalin N.N. Lazernaya i elektronnoluchevaya obrabotka materialov [Laser and electron beam processing of materials] / N.N. Rykalin, A.A. Uglov, I.V. Zuev i dr.; pod obshchej redakciej N.N. Rykalina. - M.: Mashinostroenie, 1985. - 496 p. [in Russian].
- Puzryakov A.F. Teoreticheskie osnovy tekhnologii plazmennogo napyleniya [Theoretical foundations of plasma spraying technology] / A.F. Puzryakov. - M.: Izd-vo MGTU im.N.E.Baumana, 2003. – 360 p. [in Russian].
- 2449048 Russian Federation, МПК7 C23C4/12. Sposob lazerno-plazmennogo napyleniya pokrytij / Chashchin E.A.; the applicant and patentee Kovrov State Technological Academy; appl. 24/05/10; publ.
- Balashova S.A. Povyshenie ekspluatacionnyh harakteristik keramicheskih pokrytij [Improving the performance of ceramic coatings] / S.A. Balashova, E.A. Chashchin, Shilov I.V. and others // Vestnik Saratovskogo gosudarstvennogo tekhnicheskogo universiteta [Bulletin of the Saratov state technical University]. - 2009. Vol. 2. № 1 (38). - P. 73-80. [in Russian].