ВЛИЯНИЕ УПРУГИХ ДЕФОРМАЦИЙ ПРЕЦИЗИОННОГО ПОВОРОТНОГО СТОЛА НА ПОГРЕШНОСТЬ ПОЗИЦИОНИРОВАНИЯ ЗАГОТОВОК
Клебанов Я.М.1, Симаков А.И.2, Солдусова Е.А.3
1ORCID:0000-0003-3638-4328, Доктор технических наук, заведующий кафедрой механики, 2ORCID:0000-0001-8830-0478, Аспирант кафедры механики, 3ORCID:0000-0002-1621-5159, Кандидат технических наук, доцент кафедры механики, Самарский государственный технический университет
Работа выполнена при частичной финансовой поддержке Российского фонда фундаментальных исследований и Правительства Самарской области, Проект № 16-41-630542
ВЛИЯНИЕ УПРУГИХ ДЕФОРМАЦИЙ ПРЕЦИЗИОННОГО ПОВОРОТНОГО СТОЛА НА ПОГРЕШНОСТЬ ПОЗИЦИОНИРОВАНИЯ ЗАГОТОВОК
Аннотация
Рассматривается статическая задача определения искажения формы стола (деформации) влияющие на точность данного стола. Исследуется случай, когда на стол девствуют нагрузки от веса заготовки и силы возникающие при обработке заготовки. Выполняется численный анализ напряжённо-деформированного состояния стола при различных положениях корпуса стола. Определяется положение корпуса стола с максимальными искажениями формы. Все расчеты выполняются в пакете конечно-элементного моделирования CAE ANSYS.
Ключевые слова: упругие деформации, погрешность, прецизионный стол, конечно элементная модель стола.
Klebanov Y.M.1, Simakov A.I.2, Soldusova E.A.3
1ORCID: 0000-0003-3638-4328, PhD in Engineering, Head of the Mechanics Department, 2ORCID: 0000-0001-8830-0478, Postgraduate Student of the Mechanics Department, 3ORCID: 0000-0002-1621-5159, PhD in Engineering, Associate Professor of the Mechanics Department, Samara State Technical University
INFLUENCE OF ELASTIC DEFORMATIONS OF MICROMETRIC TURN-OFF TABLE ON THE ERROR OF BLANK PARTS POSITIONING
Abstract
The paper considers the static problem of determining the distortion of the table shape (deformation) affecting its accuracy. It studies the case when the load on the weight of the work-piece and the forces arising during the machining of the work-piece are void on the table. Numerical analysis of the stress-strain state of the table is performed at different positions of the table body. The position of the table body with the maximum distortion of the shape is determined. All calculations are performed in the CAE ANSYS finite element model.
Keywords: elastic deformations, error, micrometric table, of course, finite-element model table.
Повышение точности механической обработки является одним из основных направлений развития машиностроения. Важное место в решении этой проблемы занимает задача обеспечения стабильности точностных характеристик непосредственно в процессе обработки и, в частности, задача минимизации упругих деформаций элементов станка, обрабатываемого изделия и приспособления, возникающих под действием переменных сил резания, веса деталей и элементов оборудования, температурных полей и других факторов. Наряду с другими причинами снижения точности механической обработки: износом инструмента и элементов технологического оборудования, возникающими при обработке погрешностями базирования указанные упругие деформации могут вносить существенные погрешности в изготавливаемую деталь.
Упругие деформации, которые возникают от действия внешних сил, сил резания, изменения относительного положения узлов, усилий зажимных устройств и других нагрузок, имеют размерность от долей микрометра до тысяч микрометров, как, например, в случае ползунов токарно-карусельных станков. Возникающие при механической обработке неоднородные нестационарные температурные поля являются причиной появления термо-упругих деформаций, существенно влияющих на точность обработки, например, на точность прецизионной обработки на координатно-расточных станках.
Для снижения вызываемой перечисленными факторами неточности обработки проводят усовершенствование конструкции станка: увеличение жесткости деталей, использование рациональных схем нагружения, введение дополнительных опор и т.д. [1]. Другим методом является адаптация несущих систем станков к существующим условиям функционирования за счет управления их перемещениями [2,3]. Современной основой для реализации указанных подходов является детальный анализ напряженно-деформированного состояния конструкции с использованием метода конечных элементов, который стал эталонным методом проектирования технологического оборудования [4-17].
В данной статье методом конечного элемента выполняется анализ напряженно-деформированного состояния прецизионного универсального поворотного стола СУ50, который используется при работе на координатно-расточных и координатно-шлифовальных станках в операциях расточки, сверления, чистового фрезерования высокоточных деталей двигателей авиационных и космических аппаратов. Деформации стола приводят к погрешности базирования заготовок, снижая тем самым точность обработки. С помощью программы CAE ANSYS рассчитываются перемещения, возникающие в прецизионном столе при различных положениях опорной поверхности стола.
Конструкция прецизионного стола СУ-50, использованная для загрузки в пакет ANSYS, приводится на рисунке 1. Она состоит из массивной станины 1, которая является опорой всей конструкции, и корпуса 2, который крепиться к станине через проушины 7 и 8. В проушине 8 расположен механизм поворота корпуса и планшайбы 3 относительно горизонтальной оси. Он включает цангу 9, позволяющую зафиксировать корпус после изменения положения, и зубчатое колесо 10, при помощи которого изменяется угол положения корпуса. Внутри корпуса находиться механизм поворота планшайбы относительно ее центральной оси, который состоит из крышки 4, к которой крепиться планшайба, подшипника 5 и зубчатого колеса 6. Через все эти элементы нагрузка с планшайбы передается на корпус.
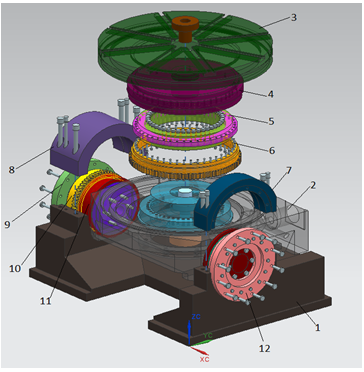
Рис. 1 – Конструкция прецизионного стола СУ-50
Модель стола аппроксимируется регулярной сеткой, состоящей из четырёхугольных призматических конечных элементов и из тетраэдральных и пирамидальных конечных элементов. Конечно-элементная модель, общий вид которой приводится на рисунке 2, состоит из 5998 узлов и 123245 элементов. Станина, корпус и планшайба прецизионного стола выполнены из материала СЧ20, для которого задавали модуль упругости 100 МПа, коэффициент Пуассона 0,25 и плотность 7100 кг/м3. Остальные детали выполнены из конструкционной стали, для которой принимали модуль упругости 210 ГПа , коэффициент Пуассона 0,3 и плотность 7850 кг/м3.
При изготовлении прецизионного поворотного стола доводкой контактных поверхностей обеспечивается 1-2 класс точности и 11 класс чистоты поверхности, среднее арифметическое отклонение профиля поверхностей не выше 0,1 мкм. Поэтому учет соответствующих контактных деформаций [18] не представляет практического интереса и принимается, что поверхности деталей имеют идеальную геометрию, контакт поверхностей двух деталей происходит по всей их плоскости. Фаски и скругления малого радиуса в модель не переносятся.
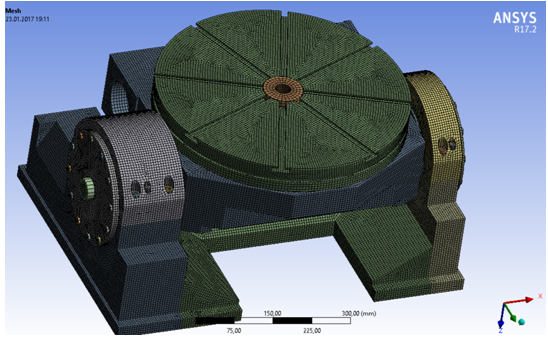
Риc. 2 – Конечно элементная модель стола СУ-50
Фиксация основания стола осуществляется ограничениями перемещений узлов по нижней плоскости. На прецизионный стол действуют вес заготовки, усилие обработки заготовки, а также вес самого стола. В соответствии с техническими характеристиками стола принимались следующие величины: максимальная масса заготовки, которую можно обрабатывать на данном столе 100 кг и максимальное усилие сверления заготовки 1500 Н. В зависимости от применяемого способа крепления заготовки, нагрузки могут по-разному передаваться на поверхность планшайбы. Моделировались следующие варианты задания нагрузки на поверхность планшайбы:
- Однородное давление;
- Давление, линейно увеличивающееся в направлении, перпендикулярном оси поворота корпуса, от задней точки планшайбы по треугольному закону;
- Равномерно распределенная вертикальная нагрузка.
Рассматривались следующие углы наклона планшайбы к горизонтальной поверхности: 0°,30°,45°,60°,90. В качестве примера на рисунке 3 показано поле вертикальных перемещений стола для первого варианта задания нагрузок и горизонтального положения планшайбы. Как видно из рисунка, в этом случае вертикальное смещение планшайбы определяется консольным расположением корпуса и достигает 4,3 мкм.
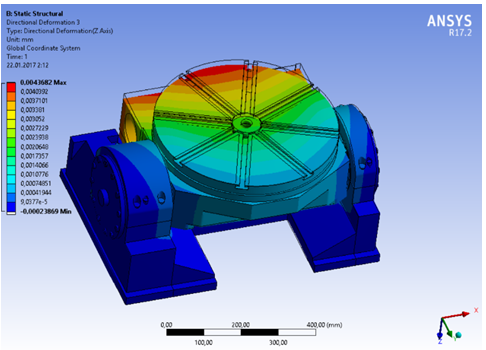
Рис. 3 – Поле вертикальных перемещений стола при горизонтальном положении планшайбы и равномерном давлении на нее, миллиметры
Поле полных перемещений, представленное на рисунке 4, возникает при третьем способе задания нагрузки, когда стол наклонен на 60°.
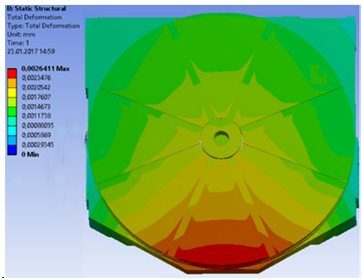
Рис. 4 – Поле полных перемещений поверхности планшайбы при наклоне стола 60° и вертикальном равномерном распределении нагрузки
Таким образом, место расположения узлов конечно-элементной сетки рабочей поверхности планшайбы, имеющих наибольшие перемещения, зависит от положения планшайбы и способа задания нагрузки. По мере возрастания угла наклона планшайбы эти узлы смещаются от консольной части (Рис. 3) к противоположной, расположенной ниже части (Рис. 4).
Графики зависимостей наибольших перемещений узлов на поверхности планшайбы от угла наклона для каждого способа задания нагрузки приводятся на рисунке 5. Из графиков видно, что в общем случае изменение перемещений носит немонотонный характер, хотя суммарные наибольшие перемещения при первом и втором способе задания нагрузки тем меньше, чем больше угол наклона корпуса. Погрешности позиционирования обрабатываемой детали на поворотном столе, вызванные упругими деформациями стола, складываются погрешностями, возникающими при изготовлении стола. В соответствии с типовыми требованиями последние характеризуются следующими параметрами: торцовое биение планшайбы стола не более 5 мкм, параллельность рабочей поверхности планшайбы основанию стола не более 4 мкм, параллельность оси наклона планшайбы основанию в вертикальной плоскости не более 3 мкм. Таким образом, перемещения точек планшайбы, возникшие вследствие упругих деформаций, могут существенно – до двух раз – снизить точность прецизионного стола СУ-50.
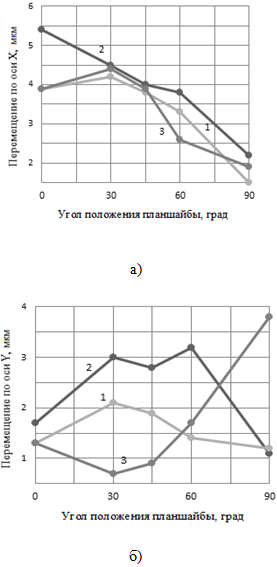
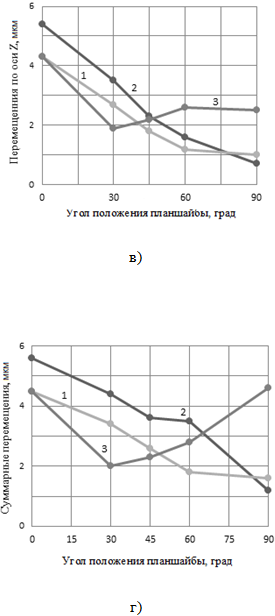
Рис. 5 – Графики наибольших перемещений в направлении осей X (а), Y (б), Z (в) и суммарных перемещений (г) на рабочей поверхности планшайбы в зависимости от угла положения планшайбы. Цифрами 1, 2, 3 обозначены номера способов задания нагрузки
Как уже указывалось, снижения нежелательных упругих перемещений можно добиться за счет повышения жесткости деталей стола или за счет оснащения его адаптивной системой. Возможности первого пути существенно ограничены. Как следует из результатов моделирования, основной вклад в величину нежелательных перемещений вносят деформации корпуса, планшайбы и проушины. Станина имеет оптимальный набор ребер жёсткости, благодаря чему ее деформации минимальны. Повышение жесткости корпуса, планшайбы и проушины может быть выполнено только за счет существенного увеличения общей массы стола, одной из причин этого является расположение механизма поворота планшайбы, которое не оставляет возможности для создания дополнительных внутренних ребер жесткости.
Изложенное позволяет заключить, что для повышения точности позиционирования заготовок на прецизионном поворотном столе СУ-50, увеличения массы этих заготовок и расширения технологических возможностей стола можно рекомендовать оснащение его адаптивной системой, позволяющей управлять упругими перемещениями конструкции станка при выполнении технологических операций.
Список литературы / References
- Проникова. А.С. Проектирование металлорежущих станков и станочных систем. Ч. 1. Проектирование металлорежущих станов / под общ. ред. А.С. Проникова. М.: Машиностроение, 1994. - 443 с.
- Балакшин B.C. Адаптивное управление станками / B.C. Балакшин, Б.М. Базров, И.М. Баранчукова и др.; Под ред. Б.С. Балакшина. М.: Машиностроение, 1973. - 688с.
- Wenjie Tian, Weiguo Gao, Dawei Zhang, Tian Huang. A general approach for error modeling of machine tools // International Journal of Machine Tools & Manufacture. – 2014. – 79. – C. 17–23
- Атапин В.Г. Моделирование несущей системы тяжелого поворотно-подвижного стола/ Атапин В.Г. // Обработка металлов (технология, оборудование, инструменты). – 2012. – №1(54). – C. 56-63
- Пахмуров В.А. Использование метода конечных элементов для анализа конструкции базовых деталей тяжелых станков / Пахмуров В.А., Шалдыбин А.Я.// Станки и инструмент. - 1992. - № 2. - С. 11–13.
- Ломова О.С. Влияние упругих деформаций круглошлифовального станка на точность обрабатываемых поверхностей/ Ломова О.С., Сорокина И.А. // Сборник научных трудов – Омск, 2013. - С. 114-119.
- Гречишников В.А. Выявление главных осей деформаций упругой системы металлорежущего станка средствами конечно-элементного моделирования/ Гречишников В.А., Хусаинов Р.М., Ахкиямов Д.Р., Юрасов С.Ю., Юрасова О.И. // СТИН. - 2016. - № 1. - С. 10-14.
- Большаков Г.С. Модель упругих деформаций токарного станка в системе SOLIDWORKS / Большаков Г.С., Павловский П.Г., Агеев А.Д. // Модели, системы, сети в экономике, технике, природе и обществе. - 2012. - № 1 (2). - С. 130-134.
- Типушков Ю.А. Моделирование деформаций несущей системы токарного станка с компьютерным управлением/ Типушков Ю.А., Мазеин П.Г.// Известия Челябинского научного центра УрО РАН. 2004. - № 4. - С. 76-82.
- Поляков, А. Н. Компьютерные исследования тепловых деформаций металлорежущих станков. Методы, модели и алгоритмы [Текст] : учеб. пособие для вузов / А. Н. Поляков. - Оренбург : ОГУ, 2003. - 382 с. - Библиогр.: с. 368-382.
- Кульга К.С. Применение CAD/CAE -систем при проектировании компоновок многоцелевых станков с ЧПУ / Кульга К.С., Виноградов П.В., Гаитова А.А.// СТИН. - 2015. - № 9. - С. 5-10.
- Атапин В.Г. Моделирование фундамента тяжелого многоцелевого станка /Атапин В.Г. // Актуальные проблемы в машиностроении. - 2014. - № 1. - С. 220-222.
- Самохина Н.С. Расчет технических объектов методом конечных элементов/ Самохина Н.С., Горшков Б.М.// Наука - промышленности и сервису. - 2010. - № 5. - С. 98-103.
- Design and analysis of an EDM machine tool Y Li, SF Wang - Advances in Materials Sciences, Energy Technology and Environmental 125-128
- Finite element simulation and experimental analysis of robotic boring based on an approach of equivalent stiffness G Wang, H Dong, Y Guo, Y Ke - Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture DOI: 10.1177/0954405416683430
- Simulation approach to study the behavior of a milling machine’s structure during end milling operation Mounir Muhammad Farid KOURA, Muhammad Lotfy ZAMZAM, Amr Ahmed Sayed SHAABAN // Turkish Journal of Engineering & Environmental Sciences (2014) 38: 167 – 183
- Иванов А.С. Расчет контактной деформации при конструировании машин/ Иванов А.С., Измайлов // Трение и смазка в машинах и механизмах. - 2006. - № 8. - С. 3-10.
Список литературы на английском языке / References in English
- Pronikova A. S. Proektyrovanye metallorezhushhyh stankov y stanochnyyh system. Ch. 1 [The design of machine tools and machine tools. Part 1]. Design of cutting mills / edited by A. S. Pronikova. M.: Mashinostroenie, - 1994.- 443 p. [in Russian]
- Balakshin B. S Adaptyvnoe upravlenye stankamy [Adaptive control of machine tools] / B. M. Bazrov, B. C. Balakshin, I. M. Saranchukov, and others; edited by S. Balakshin. M.: Mashinostroenie, S. 1973, 688p. [in Russian]
- Wenjie Tian, Weiguo Gao, Dawei Zhang, Tian Huang. A general approach for error modeling of machine tools // International Journal of Machine Tools & Manufacture – 2014. – 79. – p.17-23.
- Atapin V.G. Modelirovanie nesushhej sistemy tjazhelogo povorotno-podvizhnogo stola [Modeling carrier system heavy swivel-sliding table]/ Atapin V.G. // Obrabotka metallov (tehnologija, oborudovanie, instrumenty).[ Processing of metals ]– 2012. – №1(54). – P. 56-63 [in Russian]
- Pahmurov V.A. Ispol'zovanie metoda konechnyh jelementov dlja analiza konstrukcii bazovyh detalej tjazhelyh stankov [The use of the finite element method to analyze the design of basic parts of heavy machines]/ Pahmurov V.A., Shaldybin A.Ja.// Stanki i instrument.[ Machines and tools] - 1992. - № 2. - P. 11–13. [in Russian]
- Lomova O.S. Vlijanie uprugih deformacij krugloshlifoval'nogo stanka na tochnost' obrabatyvaemyh poverhnostej [The influence of elastic deformations of cylindrical grinding machine, precision machined surfaces]/ Lomova O.S., Sorokina I.A. // Sbornik nauchnyh trudov – Omsk, 2013. - P. 114-119. [in Russian]
- Grechishnikov V.A. Vyjavlenie glavnyh osej deformacij uprugoj sistemy metallorezhushhego stanka sredstvami konechno-jelementnogo modelirovanija [Identify the main axes of the deformation of the elastic system of the cutting machine by means of finite-element modeling]/ Grechishnikov V.A., Husainov R.M., Ahkijamov D.R., Jurasov S.Ju., Jurasova O.I. // STIN. - 2016. - № 1. - P. 10-14. [in Russian]
- Bol'shakov G.S. Model' uprugih deformacij tokarnogo stanka v sisteme SOLIDWORKS [A model of elastic deformations of the lathe in SOLIDWORKS] / Bol'shakov G.S., Pavlovskij P.G., Ageev A.D. // Modeli, sistemy, seti v jekonomike, tehnike, prirode i obshhestve. [Models, systems, networks in Economics, technic, nature and society] - 2012. - № 1 (2). - P. 130-134. [in Russian]
- Tipushkov Ju.A. Modelirovanie deformacij nesushhej sistemy tokarnogo stanka s komp'juternym upravleniem [Modeling of the deformation of the bearing system of the lathe with computer control]/ Tipushkov Ju.A., Mazein P.G.// Izvestija Cheljabinskogo nauchnogo centra UrO RAN [Proceedings of the Chelyabinsk scientific center of UB RAS]. 2004. - № 4. - P. 76-82. [in Russian]
- Poljakov, A. N. Komp'juternye issledovanija teplovyh deformacij metallorezhushhih stankov. [Computer analysis of thermal deformation of machine tools] Metody, modeli i algoritmy [Tekst] : ucheb. posobie dlja vuzov / A. N. Poljakov. - Orenburg : OGU, 2003. - 382 s. - Bibliogr.: p. 368-382. [in Russian]
- Kul'ga K.S. Primenenie CAD/CAE -sistem pri proektirovanii komponovok mnogocelevyh stankov s ChPU [The use of CAD/CAE systems in the design of layouts, multi-purpose CNC machine tools]/ Kul'ga K.S., Vinogradov P.V., Gaitova A.A.// STIN. - 2015. - № 9. - P. 5-10. [in Russian]
- Atapin V.G. Modelirovanie fundamenta tjazhelogo mnogocelevogo stanka [Modeling of Foundation heavy multi-purpose machine] /Atapin V.G. // Aktual'nye problemy v mashinostroenii.[ Current problems in mechanical engineering] - 2014. - № 1. - P. 220-222. [in Russian]
- Samohina N.S. Raschet tehnicheskih ob’ektov metodom konechnyh jelementov [The calculation of technical objects by finite element method]/ Samohina N.S., Gorshkov B.M.// Nauka - promyshlennosti i servisu. [Science - industry and service] - 2010. - № 5. - P. 98-103. [in Russian]
- Design and analysis of an EDM machine tool Y Li, SF Wang - Advances in Materials Sciences, Energy Technology and Environmental 125-128
- Finite element simulation and experimental analysis of robotic boring based on an approach of equivalent stiffness G Wang, H Dong, Y Guo, Y Ke - Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture DOI: 10.1177/0954405416683430
- Simulation approach to study the behavior of a milling machine’s structure during end milling operation Mounir Muhammad Farid KOURA, Muhammad Lotfy ZAMZAM, Amr Ahmed Sayed SHAABAN // Turkish Journal of Engineering & Environmental Sciences – 2014. - 38: - P. 167 – 183
- Ivanov A.S. Raschet kontaktnoj deformacii pri konstruirovanii mashin [The calculation of contact deformation in the design of machinery]/ Ivanov A.S., Izmajlov // Trenie i smazka v mashinah i mehanizmah.[ Friction and lubrication in machines and mechanisms] - 2006. - № 8. - P. 3-10. [in Russian]