ТОЧНОСТЬ ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ
ТОЧНОСТЬ ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ
Научная статья
Лутьянов А.В.1, *, Леонов А.В.2, Снимщиков К.А.3
1 ORCID 0000-0002-3334-7890;
1, 2, 3 Российский технологический университет - МИРЭА, Москва, Россия
* Корреспондирующий автор (alou99[at]mail.ru)
АннотацияВ работе приведены технологические особенности конструкции корпусных деталей и технологии их производства. Выполнен комплекс работ по внедрению современных приспособлений и средств контроля в производство. С помощью статистического анализа обоснована эффективность проведенных мероприятий. Установлено, что использование приспособлений с аэростатическими опорами повышает точность и надежность технологической операции растачивания.
Ключевые слова: растачивание отверстий, корпусная деталь, точность.
ACCURACY OF THE TECHNOLOGICAL OPERATION OF HOLE BORING IN BASIC PARTS
Research article
Lutyanov A.V.1, *, Leonov A.V.2, Snimshchikov K.A.3
1 ORCID 0000-0002-3334-7890;
1, 2, 3 Russian Technological University (MIREA), Moscow, Russia
* Corresponding author (alou99[at]mail.ru)
AbstractThe paper presents the technological aspects of designing basic parts and the technology of their production. The study presents data on a completed complex of works on the introduction of modern devices and control instruments into production and justifies the effectiveness of the implemented measures with the help of statistical analysis. It is established that the use of devices with aerostatic bearing increases the accuracy and reliability of the technological boring operation.
Keywords: hole boring, basic part, precision.
Основными деталями шпиндельных бабок металлорежущих станков являются корпусные детали, в их конструкцию входят основные отверстия шпиндельной оси, от точности растачивания которых отверстий зависит работоспособность всего узла [1, С. 38]. В эти отверстия устанавливают подшипники качения, и к ним предъявляются высокие требования по точности их размеров и взаимного расположения. Например, соосность относительно общей оси при растачивании составляет 3…5 мкм для отверстий диаметром 180-320 мм [8, С. 102].
Применяемые на производстве способы растачивания деталей на горизонтально-расточных станках консольным инструментом часто не обеспечивали заданную соосность отверстий [9, С. 100]. В основном методы сводились к регулированию жесткости несущих систем оборудования, выбору оптимальной конструкции приспособлений и режущего инструмента. Они практически достигли заданного предельного уровня влияния на соосность расточенных отверстий [2, С. 41]. Углубленное изучение рассматриваемых способов позволяет утверждать, что это в большинстве случаев приводит к значительному удорожанию стоимости технологической операции и разрабатываемой технологической оснастки. По нашему мнению, наиболее перспективным путем повышения точности растачивания отверстий шпиндельной оси является обработка в приспособлениях с аэростатическими (газовыми) опорами [7, С. 118].
С целью исследования соосности применяли следующее средства технологического оснащения:
- горизонтально-расточной станок мод. 2620 ВФ-1;
- приспособление мод. 35-33 для контроля соосности [3, С. 21];
- резец с пластиной ВК8 (механическое крепление).
На основе разработанных ранее методик контроля отклонения от соосности расточенных отверстий относительно общей оси выполнен комплекс работ по организации заказа на проектирование и изготовление контрольных устройств для шпиндельной оси корпусных деталей. Деформации обоих участков определялись по обычным формулам для балок на упругом основании [5, С. 5].
Проведен эксперимент на трех внедренных приспособлениях с аэростатическими опорами. Определена зависимость между технологическими параметрами борштанг и точностью расточенных отверстий.
Перемещаемым узлом приспособлений с аэростатическими опорами являются борштанги диаметром Ø140h5(- 0,018) и Ø190h5(- 0,020) мм, имеющие массу 175, 191,6 и 425,3 кг при длине 1894, 2373 и 2850 мм соответственно. Возможно возникновение перекосов от действия сил тяжести, влияющих на соосность обработанных отверстий, в том числе на соосность растачиваемых отверстий. Обычно подвижные детали, или детали, по которым перемещаются подвижные узлы, имеют низкую собственную жесткость. Их рассматривают как балки на упругих опорах. Деформации этих деталей являются результатом совместных деформаций самих деталей и контактных деформаций опор. Особенность борштанг расточных приспособлений с аэростатическими опорами является то, что они представляют собой балки, опертые по двум участкам и нагруженные равномерной нагрузкой от собственного веса. С обеих сторон концы борштанг выступают с обеих сторон; система статически неопределима.
Методика выглядит следующим образом:
- проверка прямолинейности оси борштанги при отключенном воздухе;
- проверка прямолинейности оси борштанги при включенном воздухе;
- графический анализ приведенных результатов, сравнение с теоретическими расчетами [4, С. 69].
Однако, повышать точность углового позиционирования стола для уменьшения значения отклонения от соосности вряд ли целесообразно, поскольку удельный вес составляющей отклонения от соосности отверстий, вызываемой этой погрешностью станка, в балансе отклонений от соосности отверстий, обрабатываемых на фрезерно-сверлильно-расточных станках весьма мал. Контроль точностных параметров сопровождается построением гистограмм и графиков вероятностного характера для анализа полученных результатов [10, С. 6].
Гистограмма распределения формируется по фактическим размерам отверстий после контрольной операции и частости n их повторения. Случайная величина рассматривалась как модуль случайного трехмерного вектора, проекции которого на оси координат подчиняются нормальному распределению с равными между собой квадратическими отклонениями s и математическими ожиданиями М, равными нулю [6, С. 225]. Тогда формула для имитации закона имеет вид:
где q i - случайные числа, имеющие нормальное распределение с математическими ожиданиями, равными нулю, и средними квадратическими отклонениями, равными единице.
Отклонения свидетельствует о смещении центра настройки режущего инструмента во времени, связанное с влиянием систематических факторов.
Вычисление состояло их двух этапов (ввода в машину данных об изменении текущего радиуса детали и режима вычисления параметров профиля детали). Число дискретных отсчетов N = 180 определялось согласно программе самой машины, после ввода 180 значений машина автоматически переходила в режим вычисления параметров с одновременным периодическим выводом результатов на печатающее устройство (см. рисунок 1). Полное время анализа составило 40 секунд, из них 20 секунд - на ввод измерительной информации и 20 секунд занимала обработка информации и вывод результатов на печатное устройство.
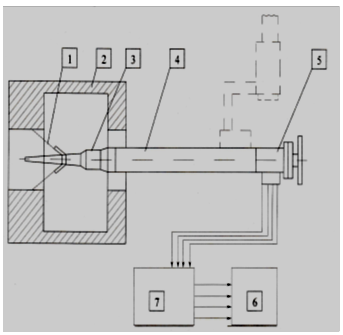
Рис. 1 – Блок-схема устройства контроля отклонения от соосности отверстий относительно общей оси:
1 – первичный преобразователь; 2 – корпусная деталь; 3 – измерительная головка; 4 – оправка; 5 – механизм поворота; 6 – регистрирующий прибор; 7 – блок усиления
На основе анализа проведения статистических расчетов установлено, что работы на основе постоянства полученных значений не дают наглядности и экономической эффективности, что привело нас к рассмотрению вопроса об использовании гипотезы аддитивной структуры погрешностей обработки. Гипотеза применена для анализа кривых распределения соосности корпусных деталей. Исследованы варианты растачивания отверстий разными способами на горизонтально-расточных станках (см. рисунок 2).
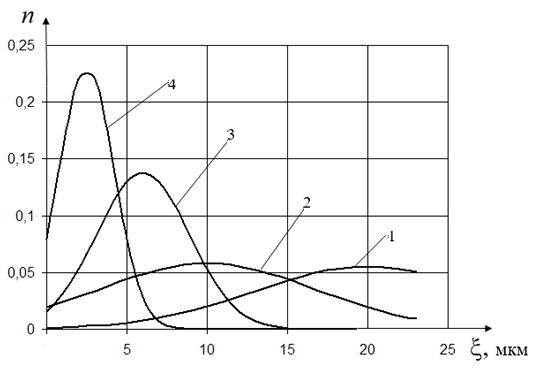
Рис. 2 – Статистический анализ отклонения от соосности ξ, мкм отверстий диаметром ![]() мм
и диаметром
мм
и диаметром ![]() мм при частости n:
мм при частости n:
1 – растачивание борштангой в угольниках; 2 – растачивание консольной оправкой с поворотом на 180º; 3 – обработка на алмазно-расточном станке; 4 – обработка в приспособлении с аэростатическими опорами
Информация обрабатывалась отдельно для каждой пары диаметрально расположенных профилограмм образующих. Точность обработки по вариантам представлена в таблице 1.
Таблица 1 – Точность отверстий диаметром Ø 180 мм шпиндельной оси, мкм
| Погрешности формы и расположения, мкм | Допуск | Варианты обработки | |||
| Обработка борштангой в угольниках | Обработка консольной оправкой с поворотом | Растачивание на алмазно-расточном станке | Обработка в приспособлении с аэростатическими опорами | ||
| Отклонение от круглости | 6 | 15 | 6 | 5 | 4 |
| Отклонение от соосности относительно общей оси | 4,5 | 40 | 10 | 6 | 2,5 |
Анализ отклонений от соосности относительно общей оси показал смещение центра группирования отклонения с 40 до 2,5 мкм. Анализ кривых распределения соосности отверстий корпусной детали 1Н65, расточенных в приспособлениях с аэростатическими опорами на основе гипотезы аддитивной структуры показал, что используемый способ растачивания повышает точность изготовления деталей на 1-2 квалитета.
| Конфликт интересов Не указан. | Conflict of Interest None declared. |
Список литературы / References
- Лутьянов А. В. Показатели качества приспособлений с аэростатическими опорами для обработки корпусных деталей / Лутьянов А. В. // Технические науки от теории к практике: материалы XII международной науч.-практ. конф. 23 сентября 2016 г., Санкт-Петербург. – С.-П. : Научный журнал «Globus», 2016. – С. 38-41.
- Лутьянов А. В. Математическая модель образования погрешностей при растачивании корпусных деталей в приспособлениях / Лутьянов А. В. // Актуальные вопросы науки и техники: материалы международной науч.-практ. конф. 11 апреля 2016 г., г. Самара, 2016. – С. 41-43.
- Лутьянов А. В. Устройства для контроля соосности отверстий и перпендикулярности опорных торцов / А.В. Лутьянов, Ю. Ф. Назаров // МГОУ-XXI-Новые технологии. – 2003. – № 1. – C. – 21 – 23.
- Лутьянов А. В. Определение величины косости и крутости кривой распределения отклонений от соосности при растачивании отверстий корпусной детали / А.В. Лутьянов, Ю.Ф. Назаров // МГОУ-XXI-Новые технологии. – 2002. – № 4. – C. – 69 – 71.
- Левина З. М. Расчет упругих деформаций под действием веса перемещающихся узлов / З. М. Левина // Станки и инструмент. – 1968. –№ 1. – C. – 1 – 5.
- Андреев Г. Н. Проектирование технологической оснастки машиностроительного производства: Учеб. пособие для машиностроит. спец. вузов / Г. Н. Андреев. – 3-е изд., стер. – М.: Высш. шк., 2001. – 426 с.
- Пинегин С. В. Статические и динамические характеристики газостатических опор / С. В. Пинегин, Ю. Б. Табачников, И. Е. Сипенков. – М.: Наука, 1982. – 265 с.
- Воронцов А. Л. Теоретические основы обработки металлов в машиностроении: монография / А. Л. Воронцов, А. Ю. Албагачиев, Н. М. Султан-заде. – Старый Оскол: ТНТ, 2013. – 552 с.
- Бурцев В.М. Технология машиностроения. В 2 т. Т.2. Производство машин: Учеб. для вузов под ред. Г.Н. Мельникова / В. М. Бурцев, А. С. Васильев, О. М. Деев – М.: Издательство МГТУ им. Н.Э. Баумана, 2001. – 640 с., ил.
- Полтавец О. В. Производственные исследования отклонений от соосности отверстий высокоточных корпусных деталей / О. В. Полтавец, В. В. Гудков, В. В. Зимин // Технология производства, научная организация труда и управления. – 1980. – № 6. – С. – 6 – 8.
Список литературы на английском языке / References in English
- Lutyanov A. V. Pokazateli kachestva prisposoblenijj s aehrostaticheskimi oporami dlja obrabotki korpusnykh detalejj [Quality Indicators of Devices With Aerostatic Supports for Processing Body Parts] / Lutyanov A. V. // Tekhnicheskie nauki ot teorii k praktike: materialy XII mezhdunarodnojj nauch.-prakt. konf. 23 sentjabrja 2016 g. [Technical sciences from theory to practice: Proceedings of the XII International Scientific and Practical Conference on September 23, 2016], St. Petersburg.: Scientific Journal "Globus", 2016, pp. 38-41 [in Russian]
- Lutyanov A. V. Matematicheskaja model' obrazovanija pogreshnostejj pri rastachivanii korpusnykh detalejj v prisposoblenijakh [Mathematical Model of the Formation of Errors When Boring Body Parts in Devices] / Lutyanov A. V. // Aktual'nye voprosy nauki i tekhniki: materialy mezhdunarodnojj nauch.-prakt. konf. 11 aprelja 2016 g., g. Samara [Topical Issues of Science and Technology: Materials of the International Scientific and Practical Conference on April 11, 2016], Samara, 2016, pp. 41-43 [in Russian]
- Lutyanov A. V. Ustrojjstva dlja kontrolja soosnosti otverstijj i perpendikuljarnosti opornykh torcov [Devices for Monitoring the Alignment of Holes and the Perpendicularity of the Support Ends] / A.V. Lutyanov, Yu. F. Nazarov // MGOU-XXI-Novye tekhnologii. – 2003. – № 1. ─ P. ─ 21 – 23 [in Russian]
- Lutyanov A. V.Opredelenie velichiny kososti i krutosti krivojj raspredelenija otklonenijj ot soosnosti pri rastachivanii otverstijj korpusnojj detali [Determination of the Magnitude of the Obliquity and Steepness of the Distribution Curve of Deviations From the Alignment When Boring Holes of the Body Part] / A.V. Lutyanov, Yu. F. Nazarov // MGOU-XXI-Novye tekhnologii. – 2002. – № 4, pp. 69 – 71 [in Russian]
- Levina Z. M. Raschet uprugikh deformacijj pod dejjstviem vesa peremeshhajushhikhsja uzlov [Calculation of Elastic Deformations Under the Action of the Weight of Moving Nodes] / Z. M. Levina // Stanki i instrument [Machines and Tools]. – 1968. - No. 1, pp. 1-5. [in Russian]
- Andreev G. N. Proektirovanie tekhnologicheskojj osnastki mashinostroitel'nogo proizvodstva: Ucheb. posobie dlja mashinostroit. spec. vuzov [Design of Technological Equipment of Machine-Building Production: A Manual] / G. N. Andreev-3rd edition. - M.: Higher School of Economics, 2001. - 426 p. [in Russian]
- Pinegin S. V. Staticheskie i dinamicheskie kharakteristiki gazostaticheskikh opor [Static and Dynamic Characteristics of Gas-Static Supports] / S. V. Pinegin, Yu. B. Tabachnikv, I. E. Sipenkov. - Moscow: Nauka, 1982. - 265 p. [in Russian]
- Vorontsov A. L. Teoreticheskie osnovy obrabotki metallov v mashinostroenii: monografija [Theoretical Foundations of Metal Processing in Mechanical Engineering: A Monograph] / A. L. Vorontsov, A. Yu. Albagachiev, N. M. Sultan-zade. - Stary Oskol: TNT, 2013. - 552 p. [in Russian]
- Burtsev V. M. Tekhnologiya mashinostroyeniya. Proizvodstvo mashin [Technology of Mechanical Engineering. In 2 Vols. Vol. 2. Production of Machines: A Textbook for Universities], edited by G. N. Melnikov. M. Burtsev, A. S. Vasiliev, O. M. Deev , M.: Publishing House of the Moscow State Technical University. Bauman, 2001. - 640 p., ill. [in Russian]
- Poltavets O. V. Proizvodstvennye issledovanija otklonenijj ot soosnosti otverstijj vysokotochnykh korpusnykh detalejj [Production Studies of Deviations From the Alignment of Holes of High-Precision Housing Parts] / O. V. Poltavets, V. V. Gudkov, V. V. Zimin // Tekhnologija proizvodstva, nauchnaja organizacija truda i upravlenija [Production Technology, Scientific Organization of Labor and Management]. - 1980. - No. 6, pp. 6-8. [in Russian]