РАСЧЕТ ТРУДОЕМКОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЧЕРЕЗ СТАНКО-ЧАС
Анищенко С.С.
Аспирант, Омский государственный технический университет
РАСЧЕТ ТРУДОЕМКОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЧЕРЕЗ СТАНКО-ЧАС
Аннотация
В статье рассмотрено – новая концепция расчета трудоемкости, через станко-час. Показано деление номенклатуры участка цеха, по новой концепции расчета трудоемкости. Выявлены основные закономерности для деления номенклатуры, согласно новой концепции.
Ключевые слова: партия деталей, металлорежущий станок с ЧПУ, станко-час.
Anischenko S.S.
Postgraduate, Omsk State Technical University
CALCULATION OF THE COMPLEXITY OF MANUFACTURING PARTS THROUGH MACHINE-HOUR
Abstract
In the article - a new concept for calculating labor input through machine-hour. Displaying division nomenclature section of the shop, a new concept for the calculation of labor input. The basic laws for dividing the nomenclature, according to a new concept.
Keywords: part details, cutting machine CNC, machine-hour.
Нормо-час – показатель, характеризующий количество времени, необходимое для выполнения какой-либо работы, оказания услуги или выпуска единицы продукции. При этом величина его ограничена нормативными рамками. Стоит отметить, что данный показатель оказывает влияние на конечную стоимость товара и, как следствие, на объем выручки и чистой прибыли. Расчет нормо-часа происходит с использованием такого известного индекса, как валовое количество рабочих часов. Этот показатель можно определить следующим способом: количество работников организации, занятых в производстве определенного вида продукции, умножается на количество рабочего времени [1]. Стоимость обработки представляет собой оперативное время детали, умноженное на стоимость станко-часа, с учетом стоимости «инструмента на деталь», стоимости наладки и стоимости заготовки. Расчет стоимости станко-часа обязательно учитывает следующие затраты на оборудование:
- Износ оборудования (амортизация);
- Возврат кредитов на покупку оборудования;
- Аренда площади под оборудованием;
- Затраты на электроэнергию, потребляемую оборудованием;
- Затраты на обслуживание оборудования;
При расчете затрат через стоимость станко-часа основным критерием является не время работы персонала, а время работы оборудования. Расчет затрат через нормы времени обработки, т.е. фактически через время занятости рабочего, не учитывает большинства указанных выше составляющих затрат. Станко-час определяет стоимость эксплуатации (затраты на оборудование) в конкретных производственных условиях. При перенесении оборудования в другие условия стоимость станко-часа меняется. Любой станок, если его перенести в другой цех или на другое производство, будет иметь другую стоимость станко-часа, поскольку изменяться какие-либо составляющие затрат [2].
Предлагается новая концепция расчета трудоемкости, через станко-час.
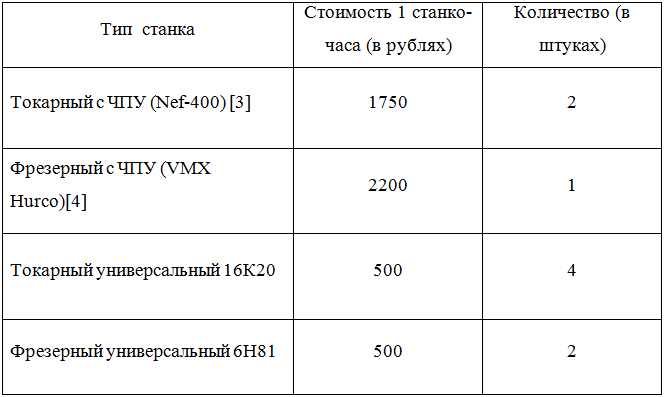
Таблица 1 - Состав оборудования участка цеха
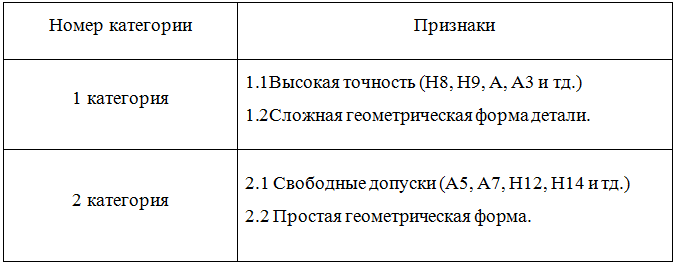
Для внедрения системы расчета трудоемкости изготовления деталей через станко-час, необходимо: деление ДСЕ (детали сборочные единицы) на категории (по сложности изготовления).
Таблица 2 - Деление ДСЕ по категориям
Стоит отметить, что отдельно стоит вопрос по шероховатости обработки, т.к. если станочное оборудование новое, оно обеспечивает высокую шероховатость поверхности (8 класс шероховатости, полученной от режущего инструмента) на некоторых материалах. Если срок эксплуатации 3-4 года, то возможность получения столь же высокой шероховатости минимизируется и, как правило, не превышает 7-го класса шероховатости.
Так же отмечается, что показатели станко-часа ежемесячно изменяются, поэтому необходимо в конце каждого месяца производить их расчет на следующий месяц.
Таблица 3 - Внедрение концепции расчета трудоемкости изготовления деталей через станко-час для типовых деталей
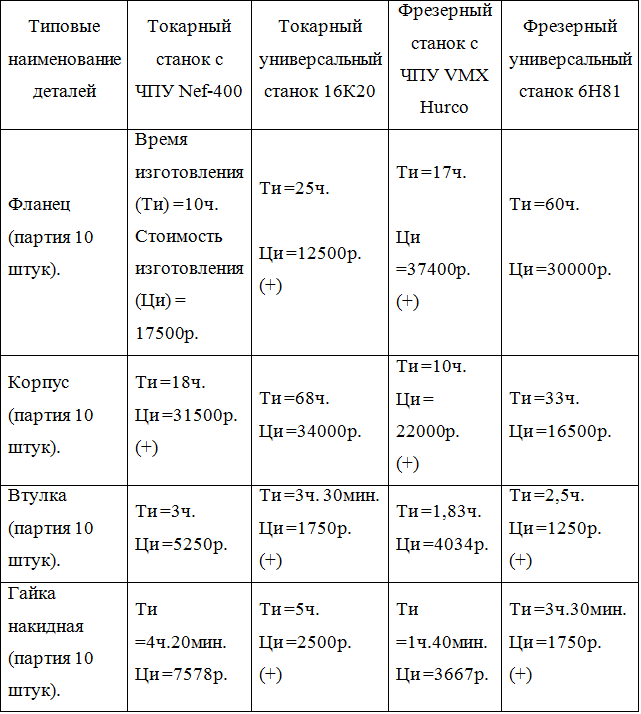
Комментарии к Таблице 3. Знаком (+) отмечен выбор в данном сравнении, между программным или универсальным станком по типу обработки.
Выбор в пользу станка VMX Hurco для изготовления детали «Фланец» связан с тем, что важным показателем, кроме стоимости обработки деталей, является так же время обработки. Поскольку время обработки детали «Фланец» на станке VMX Hurco в 3,5 раза меньше, чем на 6Н81, а стоимость обработки выше на 20%, целесообразно провести изготовление детали «Фланец » на станке VMX Hurco .
При изготовлении детали «Корпус» выбор сделан в пользу программной обработки. Так как деталь относится к 1-й категории. Выявлено, что время обработки детали на программных операция в 3-4 раза быстрее, чем на универсальном оборудовании, а стоимость изготовления примерно равна.
На примере изготовления деталей «Втулка» и «Гайка накидная» видно, что целесообразно изготавливать эти детали на универсальном оборудовании, так как время обработки деталей как на универсальном, так и на программном оборудовании примерно равное. Ключевым является то, что в программную операцию помимо времени изготовления детали входит подготовительно-заключительное время. Это время, необходимое для подбора мерительного инструмента, выставление режущего инструмента, корректировку управляющих программ. Из-за этого изготовления деталей «Втулка» и «Гайка накидная» для данной партии деталей (10 штук) является экономически нецелесообразным. Однако это не означает, что детали не выгодно изготавливать на программном оборудовании. Главный вопрос- это размер партии деталей. Чем больше партия деталей, тем выгоднее её изготовление на программном оборудовании.
Вывод: предложена новая концепция расчета трудоемкости, через станко-час. Показано деление номенклатуры участка цеха, по новой концепции расчета трудоемкости. Выявлены основные закономерности для деления номенклатуры, согласно новой концепции.
Литература
- Нормо-час и его расчет [Электронный ресурс] URL: http://fb.ru/article/63346/normo-chas-i-ego-raschet (дата обращения 23.04.2015).
- Что такое станко-час? [Электронный ресурс] URL: http://stanko-lid.ru/article/chto-takoe-stanko-chas.html (дата обращения 24.04.2015).
- DMG NEF-400 [Электронный ресурс] URL: http://obrabotka.by/machines/dmg/nef-400/ (дата обращения 23.04.2015).
- Станки HURCO- кратчайшее расстояние от идеи до детали [Электронный ресурс] URL: http://www.zenitech.ua/document/Hurco_Metal_2013_1_12-15.pdf (дата обращения 23.04.2015).
References
- The norm-hour and its calculation [Jelektronnyj resurs] URL: http://fb.ru/article/63346/normo-chas-i-ego-raschet (date accessed 04/23/2015).
- What is the machine-hour? [Jelektronnyj resurs] URL: http://stanko-lid.ru/article/chto-takoe-stanko-chas.html (date accessed 04/24/2015).
- DMG NEF-400 [Jelektronnyj resurs] URL: http://obrabotka.by/machines/dmg/nef-400/ (date accessed 04/23/2015).
- Machines HURCO- shortest distance from the idea to the details [Jelektronnyj resurs] URL: http://www.zenitech.ua/document/Hurco_Metal_2013_1_12-15.pdf (date accessed 04/23/2015).