КОНСТРУКЦИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
Киреев В.В.1, Чернышов М.О.2
1ORCID: 0000-0003-2285-1036, Кандидат технических наук,
2ORCID: 0000-0001-8297-9993, Кандидат технических наук,
Тюменский индустриальный университет
КОНСТРУКЦИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
Аннотация
Приведено конструкторское решение металлорежущего инструмента повышенной работоспособности для изготовления эвольвентных цилиндрических зубчатых колес с использование сменных твердосплавных пластин. Технологичности изготовления корпуса инструмента, опорных и упорных реек инструмента. Базирования режущего элемента в угловой паз и универсального корпуса инструмента которая обеспечивает расширение технологических возможностей за счет использования одного корпуса инструмента для нарезания зубчатых колес требуемого модуля путем замены сменного инструментального блока.
Ключевые слова: зубофрезерование, твердый сплав, сборные фрезы.
Kireev V.V.1, Chernyshov M.O.2
1ORCID: 0000-0003-2285-1036, PhD in Engineering, 2ORCID: 0000-0001-8297-9993, PhD in Engineering,
Tyumen industrial University
DESIGN OF THE METAL-CUTTING TOOL FOR PRODUCTION OF COGWHEELS
Abstract
Powered design solution of cutting tools increased efficiency for the production of involute spur gears with interchangeable carbide inserts. Manufacturability tool body, bearing and thrust rods instrument. Basing the cutting element in the angular groove and universal tool body that provides the expansion of technological capabilities through the use of a tool body gear cutting of the desired module by replacing the removable tool box.
Keywords: hobbing, hard alloy, composite mills.
В работе машиностроительных предприятий большую роль играет инструментальная оснастка, а также не маловажное значение — это черновое резание. Одним из важнейших элементов инструментальной оснастки является режущий инструмент. Замена инструмента из быстрорежущий стали на сборный инструмент с использованием сменных твердосплавных пластин даёт повышение производительности и в целом эффективности [1, С. 60], [2, С. 6], [3], [4], [5, С. 107]. Твёрдосплавные зуборезные инструменты предназначены для высокоскоростного нарезания зубьев зубчатых колёс из конструкционных и труднообрабатываемых сталей и сплавов, чугуна, цветных металлов. Твёрдые сплавы, применяемые для оснащения зуборезного инструмента, работающего при прерывистом резании с циклическими, динамическими и тепловыми нагрузками, кроме того, должны обладать высоким пределом выносливости, не разрушаться под действием напряжений. Физико-механические, а следовательно, и эксплуатационные свойства различных твёрдых сплавов зависят от химического состава и размеров зёрен. Сплавы с меньшим содержанием кобальта имеют большие твёрдость и теплостойкость, а следовательно, и износостойкость, что позволяет использовать высокие скорости резания. Но уменьшение содержания кобальта повышает хрупкость сплавов и снижает прочность, поэтому различные группы сплавов применяют в зависимости от условий работы инструмента. Особенно это актуально при черновой обработке деталей.
При повышении режущей способности инструментального материала универсальность его применения снижается, поэтому наиболее рациональным является комплексный подход к решению задач, связанных с проектированием твёрдосплавного зуборезного инструмента. Проектирование, изготовление и испытание зуборезного инструмента, отработка режимов резания должны осуществляться применительно к конкретной обрабатываемой заготовке и её материалу.
Для того чтобы проработать конструкцию металлорежущего инструмента нужно определить к какой области он будет относится, а далее нужно определить аналог инструмента.
Металлорежущий инструмент относится к области обработки металлов резанием, к конструкциям металлорежущего инструмента. Выбранной в качестве прототипа, является сборная червячная фреза [6]. Инструмент содержит корпус, у которого имеется два расположенных у торцов в кольцеобразных пазах, в которых размещены клиновые сухари, взаимодействующие посредством шпилек с зажимными и опорными сухарями. В конических гнездах корпуса размещены клинья с винтами. Поверхность, контактирующая с корпусом, выполнена в виде боковой поверхности усеченного конуса, при этом прямая на которой расположены центры дуг, ограничивающие коническую поверхность, параллельна поверхности, которая является одновременно осью резьбового отверстия. Поверхность клина, контактирующая с режущими элементами, выполнена плоской с вертикальным пазом.
К недостаткам инструмента относится большая трудоемкость изготовления опорной поверхности под режущие элементы. При заворачивании винта клиновое закрепление совершает радиальное перемещение от оси инструмента и вытаскивает режущие элементы в радиальном направлении. Нетехнологичные режущие элементы, также повышают стоимость изготовления известной сборной червячной фрезы.
Задачей является создание сборной червячной фрезы повышенной работоспособности за счет достижения использования сменных многогранных пластин из твердого сплава, расширение технологических возможностей за счет использования одного корпуса инструмента для нарезания зубчатых колес требуемого модуля за счет установки сменного инструментального блока для соответствующего модуля.
Результат достигается тем, что сборная червячная фреза содержит ряд продольных пазов, в которых установлены опорные и упорные рейки, образующие сменные инструментальные блоки, которые в свою очередь закреплены винтами с помощью зажимных и опорных сухарей от осевого смещения, режущие элементы базируются в угловых пазах упорных реек с помощью зажимных клиньев. В продольных пазах, имеются плоская вертикальная поверхность и противоположная поверхность, выполненная под углом α1. У зажимных клиньев имеются поверхности, одна поверхность выполнена плоской и вертикальной, а противоположная плоская и выполнена под углом α. Каждый следующий сменный инструментальный блок смещен относительно предыдущего на величину ![]() , которая определяется по формуле:
, которая определяется по формуле:
![]()
где: ![]() – осевой шаг фрезы, мм
– осевой шаг фрезы, мм
![]() – количество продольных пазов.
– количество продольных пазов.
Расширение технологических возможностей осуществляется за счет использования одного корпуса инструмента для нарезания зубчатых колес требуемого модуля путем установки сменного инструментального блока для соответствующего модуля. Сменный инструментальный блок представляет собой сборочный узел, состоящий из упорной рейки, опорной рейки, режущих элементов и прецизионных пластин. При заворачивании винта прижимной клин совершает движение к оси инструмента, что исключает перемещение режущего элемента в радиальном направлении от оси инструмента, что благоприятно сказывается для базирования режущего элемента в угловой паз упорной рейки. Сборная червячная фреза содержит корпус с продольными пазами, в которых установлены упорные, опорные рейки и прецизионные пластины, закрепленные винтами с помощью опорных и зажимных сухарей от осевого смещения. Режущие элементы базируются в угловых пазах опорных реек зажимными клиньями с помощью винтов от радиально смещения. Поверхность зажимных клиньев контактирует с поверхностью в виде плоской вертикальной поверхности. Поверхность корпуса, контактирующая с зажимным клином выполнена вертикальной. Поверхность зажимных клиньев, контактирующая с режущими элементами выполнена плоской, выполнена плоской, но под углом α относительно поверхности. Поверхность, контактирующая с опорной рейкой корпуса, выполнена под углом α1 относительно поверхности корпуса (рис. 1).
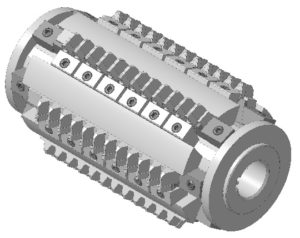
Рис. 1 – Сборная червячная фреза
Упорные и опорные рейки устанавливают в продольные пазы корпуса. Прецизионные пластины позволяют располагать опорные и упорные рейки по винтовой линии. Закрепление опорных упорных реек и прецизионных пластин производят при помощи опорных и зажимных сухарей. Опорные и зажимные сухари расположены в кольцеобразных пазах корпуса. Крепление режущих элементов в радиальном направлении осуществляют попарно зажимными клиньями, расположенными в продольных пазах корпуса. При вращении винтов, прижимные клинья перемещаются относительно корпуса, обеспечивают крепление режущих элементов. Каждый следующий сменный инструментальный блок смещен относительно предыдущего на величину , которая определяется по формуле:
![]()
где: ![]() – осевой шаг фрезы, мм
– осевой шаг фрезы, мм
![]() – количество продольных пазов.
– количество продольных пазов.
Сборная червячная фреза является многомодульной, так как в её конструкции заложена смена опорных и упорных реек, которые в свою очередь изготовлены под требуемый модуль (рис. 2). Для этого требуется отвинтить винты, поставить в продольные пазы опорные и упорные рейки, режущие элементы и, если потребуется, заменить прижимные клинья, а также прецизионные пластины для достижения смещения реек друг относительно друга. В процессе фрезерования сборная червячная фреза совершает вращательное движение вокруг своей оси и поступательное в направлении подачи.
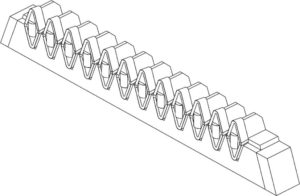
Рис. 2 – Сменный инструментальный модуль
Таким образом, разработанная сборная червячная обеспечивает расширение технологических возможностей за счет использования одного корпуса инструмента для нарезания зубчатых колес требуемого модуля путем замены сменного инструментального блока.
Список литературы / References
- Артамонов Е.В. Прочность и работоспособность сменных твердосплавных пластин сборных режущих инструментов / Артамонов Е.В. – Тюмень: ТюмГНГУ, 2003. – 192с.
- Артамонов Е.В., Помигалова Т.Е., Утешев М.Х. Расчет и проектирование сменных режущих пластин и сборных инструментов / Артамонов Е.В., Помигалова Т.Е., Утешев М.Х. / Под общей ред. М.Х. Утешева. –Тюмень: ТюмГНГУ, 2011. -152с.
- Артамонов Е.В., Кусков В.Н., Василега Д.С. Способ выбора инструментального твердого сплава для обработки стали резанием / Артамонов Е.В., Кусков В.Н., Василега Д.С. -патент на изобретение RUS 2373028 09.01.2008.
- Artamonov E.V., Vasilega D.S., Tveryakov A.M. Determining the maximum-performance temperature of hard-alloy cutting plates: Russian Engineering Research. 2014. Т. 34. № 6. С. 402-403.
- Полохин О.В., Тарапанов А.С., Харламов Г.А. Нарезание зубчатых профилей инструментами червячного типа: справочник / Полохин О.В., Тарапанов А.С., Харламов Г.А. / под ред. Г.А. Харламова. – М.: Машиностроение, 2007. 240 с.
- Сборная червячная фреза А. с. № 1689000, МКИ5 B23F 21/16, опубл. 07.11.1991. Бюл. № 41.
Список литературы на английском языке / References in English
- Artamonov E.V. Prochnost' i rabotosposobnost' smennyh tverdosplavnyh plastin sbornyh rezhushhih instrumentov [Durability and operability of replaceable hard-alloy plates of the combined cutting tools] / Artamonov E.V. – Tyumen': TyumGNGU, 2003. – 192p. [in Russian]
- Artamonov E.V., Pomigalova T.E., Uteshev M.H. Raschet i proektirovanie smennyh rezhushhih plastin i sbornyh instrumentov [Calculation and design of the replaceable cutting plates and combined tools] / Artamonov E.V., Pomigalova T.E., Uteshev M.H. / Edited by M.H. Utesheva. –Tyumen': TyumGNGU, 2011. -152p. [in Russian]
- Artamonov E.V., Kuskov V.N., Vasilega D.S. Sposob vybora instrumental'nogo tverdogo splava dlja obrabotki stali rezaniem [The method of selecting a tool carbide for steel cutting] / Artamonov E.V., Kuskov V.N., Vasilega D.S. - Patent for invention RUS 2373028 09.01.2008. [in Russian]
- Artamonov E.V., Vasilega D.S., Tveryakov A.M. Determining the maximum-performance temperature of hard-alloy cutting plates: Russian Engineering Research. 2014. Т. 34. № 6. P. 402-403.
- Polohin O.V., Tarapanov A.S., Harlamov G.A. Narezanie zubchatyh profilej instrumentami chervjachnogo tipa: spravochnik [Cutting tooth profile of the worm type tools: a guide] / Polohin O.V., Tarapanov A.S., Harlamov G.A. / Edited by G.A. Harlamova. – M.: Mashinostroenie, 2007. 240 p. [in Russian]
- Sbornaja chervjachnaja freza [Combined worm mill] C. A. № 1689000, MKI5 B23F 21/16, published 07.11.1991. Bulletin № 41. [in Russian]