КОНЦЕПЦИЯ ЦИФРОВОГО ИНСТРУМЕНТАЛЬНОГО ПРОИЗВОДСТВА (FAB LAB) ДЛЯ ПРОТОТИПИРОВАНИЯ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ
Арабов Д.И., Власов А.И.1, Гриднев В.Н.1, Григорьев П.В.
1 Кандидат технических наук, доцент, Московский государственный технический университет им.Н.Э.Баумана
КОНЦЕПЦИЯ ЦИФРОВОГО ИНСТРУМЕНТАЛЬНОГО ПРОИЗВОДСТВА (FAB LAB) ДЛЯ ПРОТОТИПИРОВАНИЯ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ
Аннотация
В данной работе представлена концепция применения ресурсов центров цифрового инструментального производства (FAB LAB) для прототипирования изделий электронной техники. Рассматриваются аспекты развертывания линейки технологического оборудования цифрового прототипирования. В статье приведен операционный анализ типового ТП прототипирования: фрезерование проводящего рисунка, монтажных, переходных отверстий и контура ПП, металлизация переходных отверстий (2 способа), нанесение паяльной маски, нанесение рисунка шелкографии. Кратко рассмотрен процесс генерации проекта ПП для передачи на линейку оборудования LPKF с подробным описанием этапов технологического процесса. В заключении даны рекомендации по опытному производству.
Ключевые слова: FAB LAB, печатная плата (ПП), Altium Designer, изделия электронной техники, электронная аппаратура, фрезерование, паяльная маска, металлизация.
Arabov D.I., Vlasov A.I.1, Gridnev V.N. 1, Grigoriev P.V.
1 PhD in Engineering, associate professor, Bauman Moscow State Technical University, Department of Design and Technology of Electronic Devices
THE CONCEPT OF DIGITAL TOOL PRODUCTION (FAB LAB) FOR PROTOTYPING OF PRODUCTS OF ELECTRONIC EQUIPMENT
Abstract
In this work the concept of application of resources of the centers of digital tool production (FAB LAB) for prototyping of products of electronic equipment is submitted. Aspects of expansion of a line of processing equipment of digital prototyping are considered. The operational analysis of standard TP of prototyping is provided in article: milling of the carrying-out drawing, assembly, transitional openings and a contour of software, metallization of transitional openings (2 ways), drawing a soldering mask, drawing of silk-screen printing. Process of generation of the software project for transfer on a line of the equipment LPKF with the detailed description of stages of technological process is briefly considered. In the conclusion recommendations about pilot production are made.
Keywords: FAB LAB, printed circuit board (PCB), Altium Designer, products of electronic equipment, electronic equipment, milling, soldering mask, metallization.
Введение
Данная статья посвящена концепции развертывания модульного цифрового инструментального производства (FAB LAB) для прототипирования изделий электронной техники, интегрированного с синхронными производственными технологиями в условиях комплексной автоматизации [1, 2].
Технологии прототипирования изделий электронной техники предусматривает решение целого ряда задач по передачи (экспорта) цифровой, конструкторской и технологической документации на этапы цифрового производства. Вопросы обеспечения совместимости форматов данных в рамках единого информационного пространства предприятия являются первоочередными [3, 4]. В любом производстве основополагающими факторами являются производительность, стоимость и качество продукции. Технология FAB LAB относительно данных факторов занимает центральную позицию, обеспечивая относительную легкость и дешевизну развертывания.
Начальный этапов цифрового инструментального производства является комплексного проектирование узлов и деталей изделий электронной техники с использованием средств САПР. В последнее время все большее распространение находят параметрические средства автоматизированного проектирования, наилучшим образом ориентированные на реализацию комплексных проектов в условиях синхронного проектирования [5]. Обобщенную концепцию развертывания интегрированного цифрового производства нельзя отделять от классической CALS инфраструктуры (рисунок 1) в концепции "бережливого производства" [6].
Вопросы, связанные с автоматизацией проектных схемотехнических, конструкторских и технологических процедур подробно рассмотрены в [7-15]. В этой работе основное внимание уделим особенностям применения FAB LAB на примере изготовления коммутационных структур. Технологии коммутационных структур – основа современного производства ЭА и её узлов [16, 17]. Возможности их штучного изготовления во многом определяют параметры эффективности развертываемого FAB LAB комплекса.
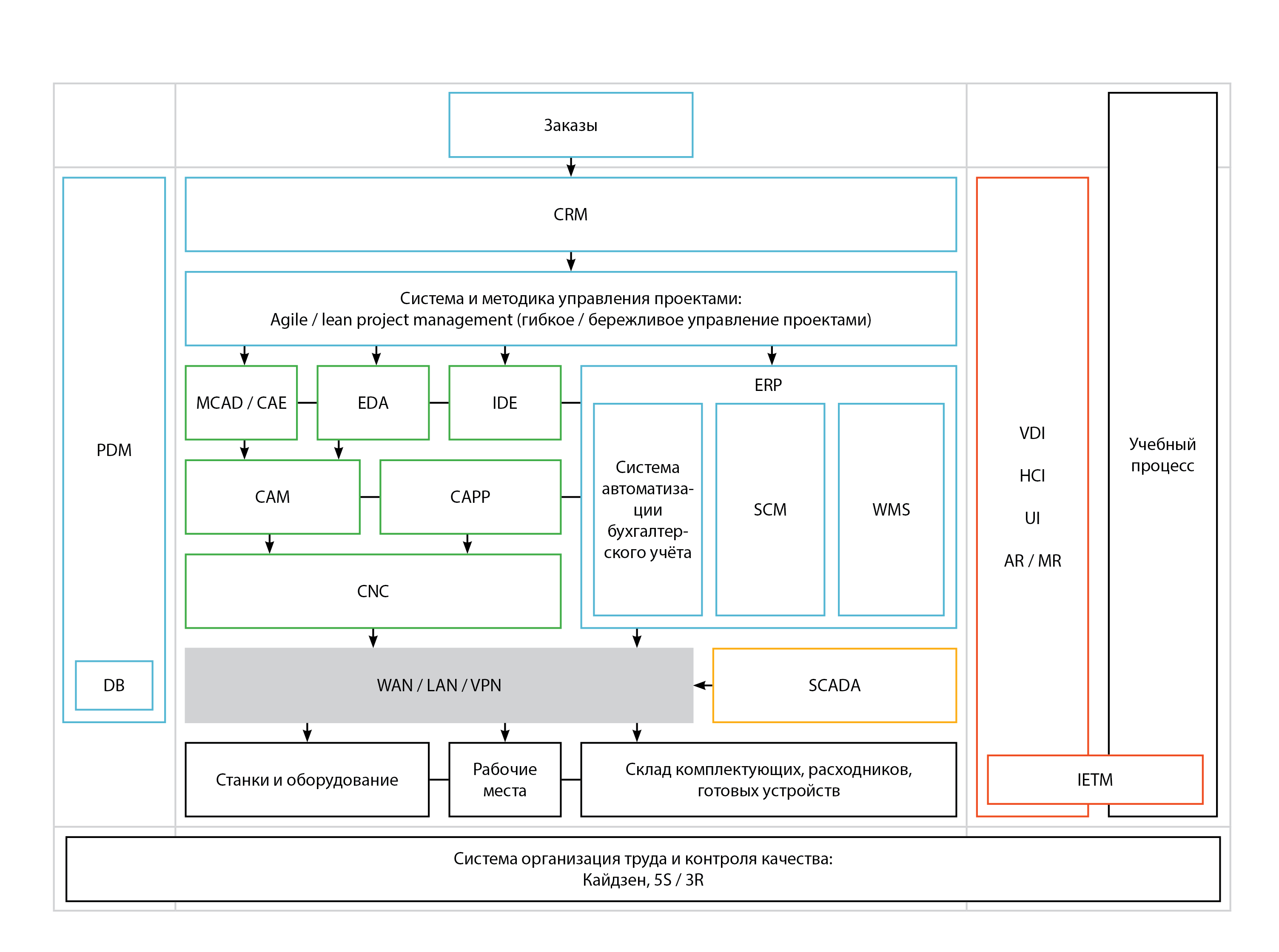
Рисунок 1 - Концепция развертывания цифрового инструментального производства в рамках единой CALS инфраструктуры
Существует целый ряд задач, требующих изготовления уникальных коммутационных структур, например:
- макетирование и прототипирование ЭА и её узлов на различных этапах проектирования;
- изготовление штучной неответственной аппаратуры по частным заказам частным или непрофильным подрядчиком, не имеющим собственного серийного производства ПП;
- изготовление оснастки для тестирования электронных компонентов, узлов изготавливаемой ЭА, особенно при мелкосерийном и опытном производстве;
- изготовление плат в радиокружках, высших учебных заведения в учебных, научно-исследовательских и других целях;
- изготовление узлов ЭА при ремонте в ситуациях, когда замена на штатные узлы заводского производства затруднена или невозможна.
Технологическая линейка LPKF полностью покрывает все необходимые процессы для опытного изготовления электронных устройств в концепции цифрового производства, начиная от изготовления печатных плат, монтажа и пайки электронных компонентов и визуальной инспекции.
В данной статье будет рассмотрена технология FAB LAB на примере оборудовании фирмы LPKF (www.lpkf.ru). Данное оборудование рассчитано для мелкосерийного (лабораторного) производства. В качестве типовой можно рассматривать следующую конфигурацию лабораторного комплекса LPKF:
- станок фрезерно-сверлильный LPKF ProtoMat S103;
- устройство УФ экспонирования UV- Exposure for ProMask;
- станок для печати трафаретов ProtoPrint S RP;
- устройство для монтажа компонентов ProtoPlace S Полуавтоматический установщик компонентов;
- конвекционная печь ProtoFlow S/N2.
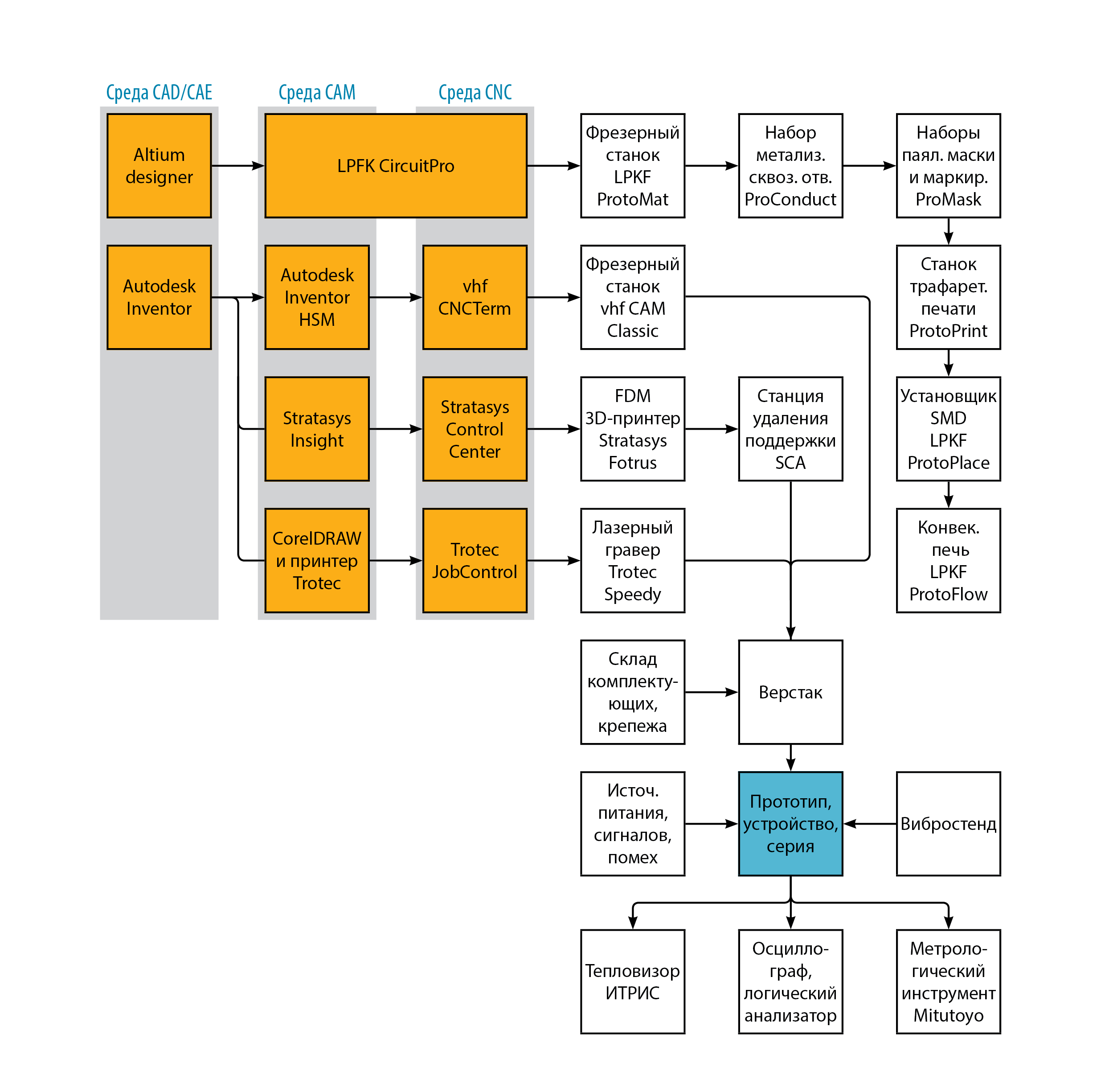
Рисунок 2 - Типовая конфигурация цифрового инструментального производства коммутационных структур
Данный комплекс специализирован для производства печатных плат (в основном двухсторонних и односторонних).
1 Структура и состав типового цифрового инструментального производства
Типовой состав цифрового инструментального производства (FAB LAB) включает: лазерные резаки, плазменные резаки, водоструйные резаки, ножевые резаки для резки листовых материалов, станки с ЧПУ (3 или более осей), субтрактивные фрезерные и токарные станки, средства быстрого прототипирования (обычно «3D-принтер» из пластика или пластиковых деталей), оборудование для фрезеровки печатных плат (2 мерные, высокопрецизионные фрезерные станки), рабочие места для разработки, сборки и тестирования электронных изделий (рисунок 3).

Рисунок 3 – Типовой состав FAB LAB
(а - Фрезерно-сверлильный станок LPKF ProtoMat, б - Трафаретный принтер LPKF ProtoPrint, в - Установщик компонентов LPKF ProtoPlace, г - Конвекционная печь LPKF ProtoFlow, д - Фрезерно-сверлильный станок vhf CAM, е - 3D-принтер Stratasys Fortus, ж - Лазерный гравер Trotec Speedy, з - Верстак КРОН, и - Вибростенд, к - Тепловизор ИРТИС, л - Электроизмерительное оборудование, м - Метрологический инструмент Mitutoyo)
Преимущественно цифровое инструментальное производство включает фрезерный станок и принтер 3D печати. Более крупные лаборатории предусматривают уже расширенный комплекс оборудования, содержащий, к примеру, в себе уже оборудование фрезеровки печатных плат, оборудования монтажа и пайки компонентов, оборудование нанесения паяльной маски и шелкографии, ПО (программное обеспечение), устройства визуального, функционального и электрического контроля, а также печь (обычно односекционная).
Обобщенный маршрут изготовления коммутационной структуры представлен в таблице 1 (рисунок 2).
Таблица 1 - Обобщенный маршрут прототипирования печатной платы
| № | Наименование операции | Наименование оборудования | Примечание |
| 010 | Фрезерование проводящего рисунка по программе, импортируемой из специализированного САПР | LPKF ProtoMat S103 | В качестве САПР может использоваться Altium Designer |
| 020 | Операция послойное наращивание ПП | LPKF MultiPress S | |
| 030 | Металлизация переходных и сквозных отверстий | LPKF Easy Contact и LPKF Contac RS (Pro Conduct) | |
| 040 | Проявление фотошаблона будущей паяльной маски и шелкографии | LPKF Image Exposure (Pro Mask) | |
| 050 | Нанесение паяльной маски и рисунка шелкографии | LPKF Pro Legend | |
| 060 | Нанесение паяльной пасты на посадочные места ПП | LPKF ProtoPrint S | |
| 070 | полуавтоматический монтаж SMD компонентов | LPKF ProtoPlace S | |
| 080 | Пайка в односекционной печи | LPKF ProtoFlow S | |
| 090 | Монтаж и пайка BGA комп. | LPKF ProtoPlace BGA |
Используя рассмотренный типовой состав FAB LAB (рисунок 3) полностью реализуются технологии цифрового инструментального производства.
2 Анализ методов изготовления макетов электронных коммутационных структур
Существует большое разнообразие методов по изготовления макетов электронных коммутационных структур (ЭКС):
- соединения проводников (чаще всего зон припоя и перемычек);
- скрайбирование;
- макетные платы;
- ЛУТ (лазерно-утюжной);
- фотолитография;
- лазерная гравировка;
- механическое фрезерование.
Метод соединения проводников является самым простым из известных. Данная технология позволяет создавать простые коммутационные структуры. Такой метод находит практическое применение в простых лабораториях, в быту и в целях обучения. Трудоемкость данного метода весьма существенная, поэтому применяется для простых ЭКС.
Скрайбирование довольно – трудоемкий метод получения проводящего рисунка, так как механическая резка фольгированного стеклотекстолита занимает большое количество времени. Однако он является недорогим и простым с точки зрения технологичности [17, 18]. Область применения данного метода, как и метода соединения проводников – это изготовление простых ПП.
Макетные платы удобны для демонстрации функционирования устройства, так как все соединения реализуются при помощи перемычек, устанавливаемых в электрически связанные отверстия и пазы. Данный метод экономит время на создание проводящего рисунка. Технология макетных плат позволяет также исправлять недочеты или модифицировать ранее созданные ЭКС при помощи других технологий.
Лазерно-утюжной метод (ЛУТ) является самым простым с точки зрения технологического процесса. Однако вероятность получения четкого рисунка без обрывов проводников не высокая. Популярность данного метода обусловлена дешевизной технологии и низкой трудоемкостью. Такой метод позволяет с определенной долей вероятности получить готовый проводящий рисунок на фольгированном стеклотекстолите (субтрактивный метод).
Фотолитографический метод в определенной степени схож с ЛУТ. Однако точность и качество получения проводящего рисунка выше по сравнению с ЛУТ [17]. Трудоемкость данного метода выше, чем у ЛУТ, так как добавляется определенное количество операций, которые в свою очередь увеличивают время технологического цикла. Данный метод может быть реализован с использованием FAB LAB технологий.
Лазерная гравировка считается наиболее точным и качественным методом получения проводящего рисунка ЭКС, однако сложность и цена оборудования гораздо выше по сравнению с другими методами. Такой метод в быту не применяется. Обычно оборудование такого типа используется в промышленных целях или в технологии FAB LAB. Точность и качества связаны с автоматизацией и программным обеспечением оборудования. Программа, импортируемая из специализированной CAD программы, обрабатывается при помощи специализированного ПО.
Фрезерование наподобие лазерной гравировки является точным и качественным методом получения проводящего рисунка, однако по точности немного уступает лазерной технологии. Данный метод также дороже чем ранее описанные методы. Он может быть полностью автоматизированным как лазерная гравировка, однако не исключается и неавтоматизированное фрезерование. При неавтоматизированном фрезеровании точность намного ниже чем при автоматизированном методе.
Проанализируем результаты оценки качественных и точностных показателей рассмотренных выше методов (рисунок 4).
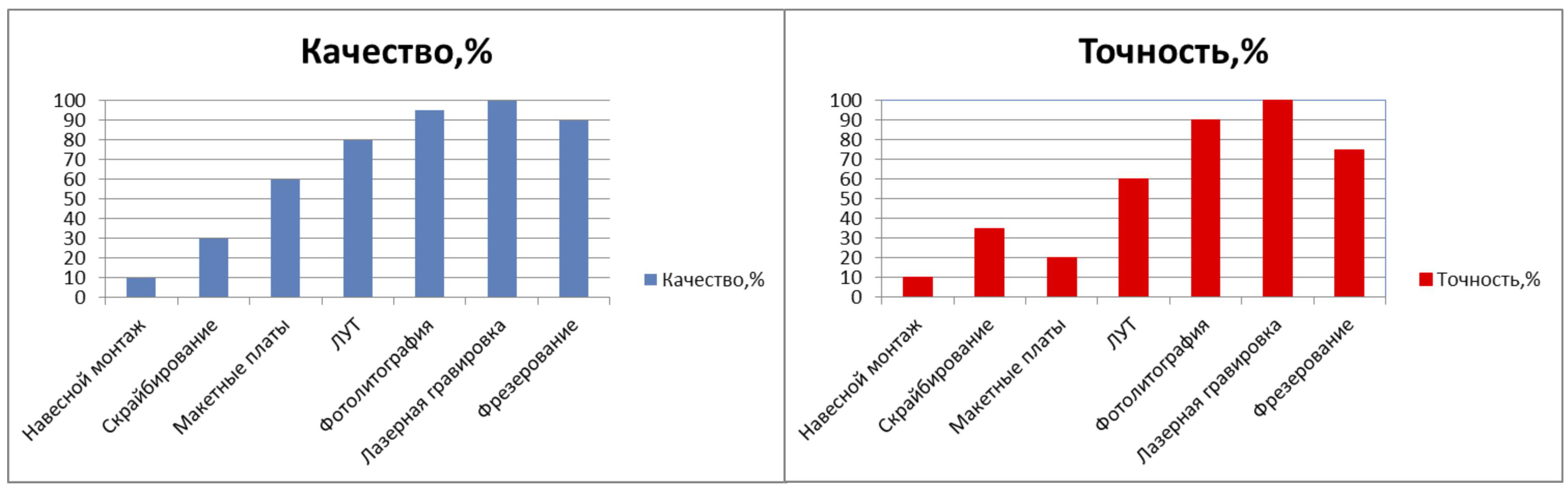
Рисунок 4 – Анализ методов получения ЭКС
Оценка показателей качества, представленное в процентном соотношении на рисунке 4, подразумевает процент брака, приходящий на партию изготовленных изделий. Из всех методов наиболее качественным и точным является лазерная гравировка, однако он является наиболее дорогостоящим и сложным с точки зрения обучения персонала.
3 Процесс подготовки проекта ПП и импортирования документации в автоматизированное производственное оборудование
Благодаря развитию технологии FAB LAB стало возможно производство устройств и механизмов различной сложности и точности. Современные технологии позволяют применять технологию автоматизации (Altium Designer, SolidWorks, AutoCAD и пр.).
Рассмотрим на примере Altium Designer процесс генерации файла GERBER слоев (верхний, нижний, сверловки, контур печатной платы (ПП), шелкографии, паяльной маски).
Большинство организаций, производящих ПП, не требуют от заказчика действий по генерации готового документа, который в дальнейшем будет читаться автоматизированным оборудованием, а сами за него выполняют данную работу. Однако некоторые требуют от заказчика уже сформированный проект стандарта RS274X.
Обычно FAB LAB лаборатории оснащены простыми трехкоординатными ЧПУ станками. Линейка LPKF представляет собой автоматизированный фрезерный станок с прилагаемым программным обеспечением, позволяющим создавать ПП различной сложности и точности.
В случае ЛУТ генерируем слой проводящего рисунка, который в дальнейшем будем печатать на специальной бумаге и впоследствии утюгом накатывать на фольгированный стеклотекстолит. Впоследствии нанесенный на фольгированный стеклотекстолит резистивный шаблон чернил лазерного принтера будет защищать участки будущего проводящего рисунка от травящего компонента (хлорного железа или медным купоросом).
В случае фотолитографического метода, ранее описанный метод (для автоматизированного производства) также неприменим. Используется также слой проводящего рисунка и который в дальнейшем распечатывается на прозрачной пленке.
Далее рассмотрим технологический процесс производства печатной платы при помощи технологии FAB LAB на примере линейки оборудования LPKF с применением дополнительной технологической оснастки.
- Применение технологии FAB LAB на практике для производства ПП
Проанализируем процесс изготовления двухсторонней ПП:
- Импорт Gerber и NC Drills файлов в ПО CircuitPrOy оборудования LPKF ProtoMat S.
- Фрезеровка проводящего рисунка на двух сторонах и контура ПП на оборудовании ProtoMat S.
- Фрезеровка трафарета для нанесения паяльной пасты на оборудовании ProtoMat S.
- Печать трафарета для проявления паяльной маски.
- Металлизация переходных и сквозных отверстий при помощи инструмента LPKF Pro Conudct или оборудовании для гальванического осаждения проводника LPKF Contac RS.
- Нанесение паяльной маски при помощи оборудования LPKF Pro Legend.
- Нанесение паяльной пасты при помощи оборудования LPKF ProtoPrint.
- Установка компонентов поверхностного монтажа на оборудовании LPKF ProtoPlace S.
- Пайка в печи LPKF ProtoFlow S.
- При наличии установка BGA-компонентов на оборудовании LPKF Proto BGA.
После того как вся необходимая документация была подготовлена для производства ПП, необходимо настроить оборудование перед началом эксплуатации (калибровка, импорт документации в ПО автоматизированного оборудования и т.д.).
На этапе подготовки электронной документации к производству ПП при помощи САПР Altium Designer производится экспортирование (генерация) файлов ПП, а именно:
- Gerber – документ, который содержит:
- Слои металлизации;
- Слои шелкографии (обычно 2);
- Слои паяльной пасты;
- Слои паяльной маски;
- Слой фрезерования групповой заготовки;
- Слой фрезерования контура ПП.
- NC Drills – документ сверловки ПП;
- Схемотехнический рисунок (электрическая принципиальная схема)
- Файл (программа) монтажа компонентов на специализированном автомате;
- Step-модель ПП для будущей разработки конструкции.
Следующим этапом будет процесс импортирования файлов Gerber и NC Drills в программное обеспечение CircuitPrOy для фрезерования ПП при помощи LPKF PtotoMat S. На рисунке 5 представлен интерфейс программы.
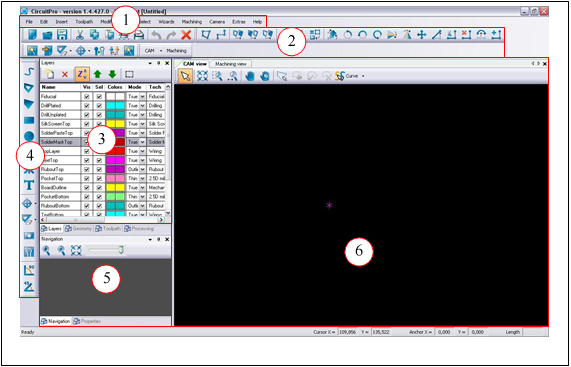
Рисунок 5 – Интерфейс ПО CircuitPrOy
После успешной загрузки файлов в ПО оператор калибрует автоматизированное оборудование, а именно:
- задание режима обработки;
- проверка статуса наличия головок;
- выбор соответствующих головок для обработки ПП;
- настройка глубины фрезерования (проверяется при помощи микроскопа).
После загрузки Gerber и NC Drills необходимо указать назначение слоев и соотнести определенному типу инструмента. Следующим шагом будет назначение рабочей области обработки ПП (установка реперных позиций) и запуск программы обработки ПП. По окончанию обработки одной стороны ПП, оператор должен перевернуть ПП и зафиксировать на рабочем столе автомата. После этого производятся аналогичные действия как и при обработке первой стороны.
Также данное устройство имеет функцию дозирования паяльной пасты при помощи специального дозирующего шприца, поставляемого в комплекте с оборудованием.
Этап металлизации переходных и сквозных отверстий при помощи LPKF ProConduct и Contac RS следует за процессом фрезерования ПП при помощи автоматизированного оборудования LPKF ProtoMat S103. Однако для многослойных также производится металлизация сквозных отверстий, но только после послойного наращивания (для переходных отверстий процесс выполняется также как и в простых ПП). Оборудование для металлизации сквозных и переходных отверстий представлено на рисунке 6.


Рисунок 6 – LPKF Contac RS (справа) и Mini Contac (слева) (www.lpkf.ru)
Металлизация отверстий производится при помощи ручного инструмента (металлические заклепки с пистолетом), или оборудования для химического осаждения меди (материала металлизации). Для многослойных плат преимущественно применяется последний метод металлизации сквозных отверстий.
LPKF Contac RS Гальванические системы LPKF Contac RS и MiniContac RS предназначены специально для профессиональной металлизации прототипов печатных плат, а также малых серий. Компактные настольные системы позволяют использование их при ограниченном месте в лабораторных условиях. Профессиональные знания химии здесь не требуются.
Не требующая использования формальдегида технология, а также подключаемая система LPKF Reverse Pulse Plating позволяют обеспечивать надежную металлизацию проделываемых отверстий даже при малых их диаметрах.
На рисунке 7 представлена 6-слойная плата в разрезе с применением химического меднения при помощи оборудования LPKF Contac RS.
а) б)
Рисунок 7 – Разрез ПП в области сквозного отверстия (а) и общий вид прототипа ПП (б)
Для реализации многослойных структур используется оборудование линейки LPKF – MultiPress S. Оно осуществляет послойное наращивание ранее обработанных слоев ПП. Система LPKF MultiPress S спрессовывает многослойные печатные платы с электросхемами из твёрдых, твёрдо-гибких и гибких материалов, а также из СВЧ-материалов. За короткое время температура достигает 250°. Соразмерное распределение давления по всей поверхности пресса обеспечивает однородное соединение материала.
Эффективная теплоизоляция и термоотвод гарантируют короткие фазы нагрева и охлаждения. Результатом является оптимальное время процесса. До 9 различных профилей времени, температуры и давления могут быть запрограммированы и активизированы.
После операции послойного наращивания слоев ПП или металлизации сквозных отверстий идет процесс нанесения паяльной маски при помощи LPKF ProMask/ProLegend.
Приведем список оборудования необходимого для нанесения паяльной маски:
- лазерный принтер LPKF CircuitCAM – для печати фотошаблона;
- LPKF UV Exposure – экспозиция фотошаблона;
- печь для сушки нанесенной маски;
- валики для нанесения раствора;
- компоненты раствора;
- кисточки;
- LPKF Cleaner – очиститель паяльной маски.
Представленная выше технологическая оснастка и оборудование применяется в данной технологической операции.
Процесс начинается с печатания фотошаблона, который будет закрывать незащищенные места проводящего рисунка (то есть контактные площадки). Фотошаблон может печататься как на обычном лазерном принтере, так и на специализированном фирмы LPKF (Circuit CAM). Фотошаблон должен наноситься на специальную прозрачную пленку.
После нанесения фотошаблона следует процесс подготовки раствора паяльной маски и дальнейшее её нанесение на поверхность платы (обе стороны).
После нанесения паяльной маски плата предварительно просушивается в печи приблизительно 10 минут при температуре 80°С.
После сушки плата отправляется на устройство экспонирования LPKF UV Exposure. ПП устанавливается в специальные зажимы устройства вместе с фотошаблоном, который закрывает требуемые участки проводящего рисунка. Работа устройства занимает около 30 секунд, затем плата извлекается и удаляется фотошаблон.
После этого ПП помещается в ванну с порошком проявителя и горячей водой для очистки непроявленных областей защитной маски при помощи кисточек, поставляемых линейкой LPKF.
Затем ПП отправляется в печь для завершающего отвердевания паяльной маски на 30 минут при температуре 160°С. После извлечения из печи поверхность платы должна быть очищена от грязи и лишнего реагента при помощи LPKF Cleaner.
Процесс нанесения паяльной пасты осуществляется при помощи трафарета, изготовленного при помощи сверлильно-фрезерного станка LPKF ProtoMat S, и оборудования линейки LPKF – ProtoPrint S (рисунок 7б).

Рисунок 7 – LPKF ProtoPlace S (а) и LPKF ProtoPrint S (б) (www.lpkf.ru/)
Настольный ручной прецизионный принтер LPKF ProtoPrint S трафаретной печати для профессионального макетирования плат с многовыводными компонентами для поверхностного монтажа и для производства малых серий высококачественных плат. Высокоразрешающая печать, точное вертикальное разделение трафарета и печатной платы и простая растяжка трафаретных рам обеспечивают современную трафаретную печать.
Для начала изготавливается трафарет для нанесения паяльной пасты (может вырезаться на LPKF ProtoMat S или другом специализированном оборудовании). Затем плата устанавливается на подвижный прецизионный стол с регулировкой по осям X,Y,Z и сверху платы при помощи прецизионных крепежных винтов крепится рамка для нанесения паяльной пасты вместе с трафаретным шаблоном.
В рамку выдавливается паяльная паста и при помощи ракеля, поставляемого в комплекте оборудования, выдавливается на посадочные места через отверстия трафарета.
Чтобы избежать искажения в нанесении паяльной пасты поверх ПП натягивается пленка при помощи зажимов, встроенных в оборудование. Тем самым измеряется погрешность нанесения и в последующих итерациях она компенсируется вследствие настройки регулировочных винтов.
Следующим этапом производства электронного устройства будет Установка компонентов поверхностного монтажа SMD (surface mounted device) на ПП при помощи LPKF ProtoPlace S (рисунок 7а).
Оборудование также имеет визуальный контроль пайки (монитор высокого разрешения), подвижный стол, полуавтоматическую головку и питатели компонентов (бункер и кассеты).
Данное оборудование является полу автоматизированным типом.
Компоненты засыпаются в бункера с номерами, соответствующими определенному типу компонента, а также в ленточные кассеты.
После успешного нанесения паяльной пасты оператор с большой точностью (благодаря микроскопу встроенного в монтажную головку) может установить компонент любого размера. Также в головке присутствует функция фиксации положения, благодаря которой достигается большая точность позиционирования элементов.
Операции, производимые на оборудовании ProtoPlace S:
- подготовка комплектующих (компонентов, распределенных по ячейкам и ленточным кассетам);
- установка платы в специальные зажимы подвижного стола;
- монтаж компонентов, извлекаемых из питателей, непосредственно на соответствующие посадочные места;
- контроль качества монтажа компонента.
Также данное оборудование, как и LPKF ProtoMat 103S, имеет функцию дозирования паяльной пасты благодаря встраиваемому шприцу.
После операции монтажа компонентов на оборудовании LPKF ProtoPlace S следует операция пайки в односекционной печи LPKF ProtoFlow S.
Конвекционная печь LPKF ProtoFlow S для производства прототипов печатных плат. С наивысшей достижимой температурой 320°C она годится также для бессвинцовой пайки.
Устройством LPKF ProtoFlow S легко управлять с помощью четырех навигационных кнопок, кроме того, оно имеет многочисленные программные профили. LCD-монитор и интуитивно обслуживаемое программное обеспечение дополняют определяемые оператором специфические функции. Большой проем для наблюдения позволяет вести контроль за протекающим процессом.
Все параметры процесса перепроверяются, управляются и архивируются с помощью компьютера.
LPKF ProtoFlow S позволяет расширить свои возможности с помощью четырех устанавливаемых в различных местах температурных датчиков. Они протоколируют значения температуры на электронных компонентах или на печатной плате. Посредством монитора компьютера температурный профиль можно наблюдать и контролировать в реальном времени.
Операции, производимые на оборудовании:
- установка ПП в выдвижной стол при помощи регулируемых фиксаторов;
- выбор при помощи кнопочного меню и дисплея тип температурного профиля для соответствующего типа платы и припоя.
- запуск процесса пайки.
Пайка BGA компонентов при помощи LPKF ProtoPlace BGA производится при помощи специализированного оборудования линейки LPKF – ProtoPlace BGA.
Монтаж компонентов с выводами, расположенными с нижней стороны корпуса, требует надёжной и точной юстировки компонентов перед пайкой. Это позволяет отказаться от использования дорогостоящих систем контроля и избежать сложного ремонта.
Система LPKF ProtoPlace BGA создана для точного размещения компонентов в корпусах BGA,CSP и Flip Chip, а также для компонентов с малым и сверхмалым шагом выводов. Система предназначена для использования как в лабораториях, так и в серийном производстве.
В результате мы рассмотрели технологический цикл изготовления прототипа устройства при помощи технологии FAB LAB, реализованной на оборудовании линейки LPKF. Как было описано выше, данная технология прототипирования пользуется высокой популярностью для единичного производства и лабораторных условий.
Развертывая FAB LAB комплексы в рамках синхронных технологии производства необходимо уделять внимание 3D моделированию устройства в комплексе, вопросам развития 3D step моделей в библиотеках посадочных мест, общим процедурам сквозного управления проектами, контроля и мониторинга бизнес процессов [19, 20].
Нельзя игнорировать и процесс формирования документации, он очень скрупулезный и ответственный, так как в зависимости от качества синтезированного файла будет зависеть качество печатной платы, полученной в процессе производства. Для этого инженеры должны уделять внимание не только предыдущим этапам проектирования электронных коммутационных структур, но и также данному процессу проектирования ПП. Они должны тщательно согласовывать документацию с поставщиками, проверять и корректировать проект печатной платы перед тем как передать на производство. Активно использовать методы генерационного синтеза, картирования, ведения библиотек шаблонов для повышения степени повторяемости отдельных элементов и конструкций [21 - 23].
Заключение
В данной изложена концепция применение ресурсов центров цифрового инструментального производства (FAB LAB) для прототипирования электронных коммутационных структур. Представлен анализ различных технологий изготовления электронных устройств и приведена статистика, указывающая на преимущества и недостатки методов прототипирования. Даны рекомендации по типовому составу производственных лабораторий FAB LAB и их применения на примере производственного оборудования фирмы LPKF.
В настоящее время данная технология набирает популярность у производителей. Также она популярна в целях обучения начинающих специалистов по производству электроники. Опытная конфигурация FAB LAB развернута в лаборатории цифрового инструментального производства кафедры ИУ4 "Проектирование и технология производства ЭА" МГТУ им.Н.Э.Баумана (www.iu4.ru).
Литература
- Арабов Д. И., Лавин С. С., Иевский Д. С. и др. Разработка концепт-дизайна модельного ряда «Навигатор» систем GPS/ГЛОНАСС/ГАЛИЛЕО//Сборник трудов 9-ой международной конференции «Наукоемкие технологии и интеллектуальные системы -2007». -М.: МГТУ им. Н. Э. Баумана, 23-24 апреля 2007. -С. 239-264.
- А.А.Арабов, А.И. Власов, В.Н.Гриднев, Д.Е. Зотьева, В.В.Маркелов FAB-LAB технологии быстрого прототипирования изделий электронной техники // Материалы II международной научно-практической конференции «Современные научные исследования: методология, теория и практика. – Нижный Новгород, ЦСРНИ, 2 июня 2014 г. – С.157 –161.
- А.И.Власов, А.Е.Михненко Информационно-управляющие системы для производителей электроники // Производство электроники: технологии, оборудование материалы. - 2006. - №3.- С.15-21.
- Власов А.И., Михненко А.Е. ПРИНЦИПЫ ПОСТРОЕНИЯ И РАЗВЕРТЫВАНИЯ ИНФОРМАЦИОННОЙ СИСТЕМЫ ПРЕДПРИЯТИЯ ЭЛЕКТРОННОЙ ОТРАСЛИ // Производство электроники: технологии, оборудование материалы. 2006. № 4. С. 5-12.
- Дембицкий Н.Л., Назаров А.В. МОДЕЛИ И МЕТОДЫ В ЗАДАЧАХ АВТОМАТИЗИРОВАННОГО КОНСТРУИРОВАНИЯ РАДИОТЕХНИЧЕСКИХ УСТРОЙСТВ - Москва, Изд-во МАИ. 2011. Сер. Научная библиотека. 203 с.
- Власов А.И., Ганев Ю.М., Карпунин А.А. СИСТЕМНЫЙ АНАЛИЗ "БЕРЕЖЛИВОГО ПРОИЗВОДСТВА" ИНСТРУМЕНТАМИ ВИЗУАЛЬНОГО МОДЕЛИРВОАНИЯ // Информационные технологии в проектировании и производстве. 2015. №4. С.19-25.
- Курносенко А.Е., Соловьев В.А., Арабов Д.И. ПРОГРАММНЫЕ МОДУЛИ ДЛЯ ОРГАНИЗАЦИИ СОВМЕСТНОГО ПРОЕКТИРОВАНИЯ ЭЛЕКТРОННОЙ И МЕХАНИЧЕСКОЙ СОСТАВЛЯЮЩИХ ИЗДЕЛИЯ В САПР SOLID EDGE/NX // Информационные технологии в проектировании и производстве. 2014. № 3 (155). С. 85-89.
- Камышная Э.Н., Парфенов Е.М., Шерстнев В.В. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ КОНСТРУКТОРCКИХ РАСЧЕТОВ РЭА И ЭВА - Москва, Изд-во МГТУ им.Н.Э.Баумана. 1988. Том 1. 34 с.
- Горюнов П.Н., Камышная Э.Н., Маркелов В.В. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ КОНСТРУКТОРСКИХ РАСЧЕТОВ РЭС И ЭВС - Москва, Изд-во МГТУ им.Н.Э.Баумана. 1993. Том 2. 23 с.
- Горюнов П.Н., Камышная Э.Н., Маркелов В.В. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ КОНСТРУКТОРСКИХ РАСЧЕТОВ РЭС И ЭВС - Москва, Изд-во МГТУ им.Н.Э.Баумана. 1995. Том 3. 36 с.
- Камышная Э.Н., Маркелов В.В., Соловьев В.А. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ КОНСТРУКТОРСКИХ РАСЧЕТОВ РЭС И ЭВС - Москва, Изд-во МГТУ им.Н.Э.Баумана. 2003. Том 4. 34 с.
- Камышная Э.Н., Маркелов В.В., Резчикова Е.В., Соловьев В.А. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ КОНСТРУКТОРСКИХ РАСЧЕТОВ РЭС И ЭВС - Москва, Изд-во МГТУ им.Н.Э.Баумана. 2000. Том 5. 35 с.
- Камышная Э.Н., Маркелов В.В., Соловьев В.А. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ КОНСТРУКТОРСКИХ РАСЧЕТОВ РЭС И ЭВС - Москва, Изд-во МГТУ им.Н.Э.Баумана. 2000. Том 6. 43 с.
- Камышная Э.Н., Маркелов В.В., Соловьев В.А. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ КОНСТРУКТОРСКИХ РАСЧЕТОВ РЭС И ЭВС - Москва, Изд-во МГТУ им.Н.Э.Баумана. 2001. Том 7. 24 с.
- Камышная Э.Н., Маркелов В.В., Соловьев В.А. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ КОНСТРУКТОРСКИХ РАСЧЕТОВ РЭС И ЭВС - Москва, Изд-во МГТУ им.Н.Э.Баумана. 2003. Том 8. 28 с.
- ТЕХНОЛОГИЯ ЭВА, ОБОРУДОВАНИЕ И АВТОМАТИЗАЦИЯ / Алексеев В.Г., Гриднев В.Н., Нестеров Ю.И. и др. – М.: Высшая школа, 1984. – 392 с.
- Гриднев В.Н., Гриднева Г.Н. ПРОЕКТИРОВАНИЕ КОММУТАЦИОННЫХ СТРУКТУР ЭЛЕКТРОННЫХ СРЕДСТВ - Москва, Изд-во МГТУ им.Н.Э.Баумана. 2014. Сер. «Конструирование и технология электронных средств». Том 2. 344 с.
- А.А. Адамова, А.И. Власов ВИЗУАЛЬНОЕ МОДЕЛИРОВАНИЕ АДАПТАЦИИ ПОДГОТОВКИ ПРОИЗВОДСТВА К ВЫПУСКУ НОВОЙ ПРОДУКЦИИ // Информационные технологии в пр. и производстве. – 2014. - №2. - C.46-56.
- Маркелов В.В., Власов А.И., Камышная Э.Н. СИСТЕМНЫЙ АНАЛИЗ ПРОЦЕССА УПРАВЛЕНИЯ КАЧЕСТВОМ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ // Надежность и качество сложных систем. 2014. № 1 (5). С. 35-42.
- Власов А.И. ПРОСТРАНСТВЕННАЯ МОДЕЛЬ ОЦЕНКИ ЭВОЛЮЦИИ МЕТОДОВ ВИЗУАЛЬНОГО ПРОЕКТИРОВАНИЯ СЛОЖНЫХ СИСТЕМ // Датчики и системы. 2013. № 9 (172). С. 10-28.
- Власов А.И., Журавлева Л.В., Тимофеев Г.Г. МЕТОДЫ ГЕНЕРАЦИОННОГО ВИЗУАЛЬНОГО СИНТЕЗА ТЕХНИЧЕСКИХ РЕШЕНИЙ В ОБЛАСТИ МИКРО- НАНОСИСТЕМ // Научное обозрение. 2013. №1. - С.107-111.
- Журавлева Л.В., Власов А.И. ВИЗУАЛИЗАЦИЯ ТВОРЧЕСКИХ СТРАТЕГИЙ С ИСПОЛЬЗОВАНИЕМ МЕНТАЛЬНЫХ КАРТ // Прикаспийский журнал: управление и высокие технологии. 2013. № 1 (21). С. 133-140.
- Тимошкин А.Г., Власов А.И. О СТРАТЕГИИ И ТАКТИКЕ МАРКЕТИНГОВОЙ ПОЛИТИКИ МНОГОПРОФИЛЬНОЙ КОМПЬЮТЕРНОЙ ФИРМЫ // Приборы и системы. Управление, контроль, диагностика. 1996. № 9. С. 59-61.
References
- Arabov D. I., Lavin S. S., Ievskij D. S. i dr. Razrabotka koncept-dizajna model'nogo rjada «Navigator» sistem GPS/GLONASS/GALILEO//Sbornik trudov 9-oj mezhdunarodnoj konferencii «Naukoemkie tehnologii i intellektual'nye sistemy -2007». -M.: MGTU im. N. Je. Baumana, 23-24 aprelja 2007. -S. 239-264.
- A.A.Arabov, A.I. Vlasov, V.N.Gridnev, D.E. Zot'eva, V.V.Markelov FAB-LAB tehnologii bystrogo prototipirovanija izdelij jelektronnoj tehniki // Materialy II mezhdunarodnoj nauchno-prakticheskoj konferencii «Sovremennye nauchnye issledovanija: metodologija, teorija i praktika. – Nizhnyj Novgorod, CSRNI, 2 ijunja 2014 g. – S.157 –161.
- A.I.Vlasov, A.E.Mihnenko Informacionno-upravljajushhie sistemy dlja proizvoditelej jelektroniki // Proizvodstvo jelektroniki: tehnologii, oborudovanie materialy. - 2006. - №3.- S.15-21.
- Vlasov A.I., Mihnenko A.E. PRINCIPY POSTROENIJa I RAZVERTYVANIJa INFORMACIONNOJ SISTEMY PREDPRIJaTIJa JeLEKTRONNOJ OTRASLI // Proizvodstvo jelektroniki: tehnologii, oborudovanie materialy. 2006. № 4. S. 5-12.
- Dembickij N.L., Nazarov A.V. MODELI I METODY V ZADAChAH AVTOMATIZIROVANNOGO KONSTRUIROVANIJa RADIOTEHNIChESKIH USTROJSTV - Moskva, Izd-vo MAI. 2011. Ser. Nauchnaja biblioteka. 203 s.
- Vlasov A.I., Ganev Ju.M., Karpunin A.A. SISTEMNYJ ANALIZ "BEREZhLIVOGO PROIZVODSTVA" INSTRUMENTAMI VIZUAL''NOGO MODELIRVOANIJa // Informacionnye tehnologii v proektirovanii i proizvodstve. 2015. №4. S.19-25.
- Kurnosenko A.E., Solov'ev V.A., Arabov D.I. PROGRAMMNYE MODULI DLJa ORGANIZACII SOVMESTNOGO PROEKTIROVANIJa JeLEKTRONNOJ I MEHANIChESKOJ SOSTAVLJaJuShhIH IZDELIJa V SAPR SOLID EDGE/NX // Informacionnye tehnologii v proektirovanii i proizvodstve. 2014. № 3 (155). S. 85-89.
- Kamyshnaja Je.N., Parfenov E.M., Sherstnev V.V. PROGRAMMNOE OBESPEChENIE KONSTRUKTORCKIH RASChETOV RJeA I JeVA - Moskva, Izd-vo MGTU im.N.Je.Baumana. 1988. Tom 1. 34 s.
- Gorjunov P.N., Kamyshnaja Je.N., Markelov V.V. PROGRAMMNOE OBESPEChENIE KONSTRUKTORSKIH RASChETOV RJeS I JeVS - Moskva, Izd-vo MGTU im.N.Je.Baumana. 1993. Tom 2. 23 s.
- Gorjunov P.N., Kamyshnaja Je.N., Markelov V.V. PROGRAMMNOE OBESPEChENIE KONSTRUKTORSKIH RASChETOV RJeS I JeVS - Moskva, Izd-vo MGTU im.N.Je.Baumana. 1995. Tom 3. 36 s.
- Kamyshnaja Je.N., Markelov V.V., Solov'ev V.A. PROGRAMMNOE OBESPEChENIE KONSTRUKTORSKIH RASChETOV RJeS I JeVS - Moskva, Izd-vo MGTU im.N.Je.Baumana. 2003. Tom 4. 34 s.
- Kamyshnaja Je.N., Markelov V.V., Rezchikova E.V., Solov'ev V.A. PROGRAMMNOE OBESPEChENIE KONSTRUKTORSKIH RASChETOV RJeS I JeVS - Moskva, Izd-vo MGTU im.N.Je.Baumana. 2000. Tom 5. 35 s.
- Kamyshnaja Je.N., Markelov V.V., Solov'ev V.A. PROGRAMMNOE OBESPEChENIE KONSTRUKTORSKIH RASChETOV RJeS I JeVS - Moskva, Izd-vo MGTU im.N.Je.Baumana. 2000. Tom 6. 43 s.
- Kamyshnaja Je.N., Markelov V.V., Solov'ev V.A. PROGRAMMNOE OBESPEChENIE KONSTRUKTORSKIH RASChETOV RJeS I JeVS - Moskva, Izd-vo MGTU im.N.Je.Baumana. 2001. Tom 7. 24 s.
- Kamyshnaja Je.N., Markelov V.V., Solov'ev V.A. PROGRAMMNOE OBESPEChENIE KONSTRUKTORSKIH RASChETOV RJeS I JeVS - Moskva, Izd-vo MGTU im.N.Je.Baumana. 2003. Tom 8. 28 s.
- Tehnologija JeVA, oborudovanie i avtomatizacija / Alekseev V.G., Gridnev V.N., Nesterov Ju.I. i dr. – M.: Vysshaja shkola, 1984. – 392 s.
- Gridnev V.N., Gridneva G.N. PROEKTIROVANIE KOMMUTACIONNYH STRUKTUR JeLEKTRONNYH SREDSTV - Moskva, Izd-vo MGTU im.N.Je.Baumana. 2014. Ser. «Konstruirovanie i tehnologija jelektronnyh sredstv». Tom 2. 344 s.
- A.A. Adamova, A.I. Vlasov VIZUAL''NOE MODELIROVANIE ADAPTACII PODGOTOVKI PROIZVODSTVA K VYPUSKU NOVOJ PRODUKCII // Informacionnye tehnologii v pr. i proizvodstve. – 2014. - №2. - C.46-56.
- Markelov V.V., Vlasov A.I., Kamyshnaja Je.N. SISTEMNYJ ANALIZ PROCESSA UPRAVLENIJa KAChESTVOM IZDELIJ JeLEKTRONNOJ TEHNIKI // Nadezhnost' i kachestvo slozhnyh sistem. 2014. № 1 (5). S. 35-42.
- Vlasov A.I. PROSTRANSTVENNAJa MODEL'' OCENKI JeVOLJuCII METODOV VIZUAL''NOGO PROEKTIROVANIJa SLOZhNYH SISTEM // Datchiki i sistemy. 2013. № 9 (172). S. 10-28.
- Vlasov A.I., Zhuravleva L.V., Timofeev G.G. METODY GENERACIONNOGO VIZUAL''NOGO SINTEZA TEHNIChESKIH REShENIJ V OBLASTI MIKRO- NANOSISTEM // Nauchnoe obozrenie. 2013. №1. - S.107-111.
- Zhuravleva L.V., Vlasov A.I. VIZUALIZACIJa TVORChESKIH STRATEGIJ S ISPOL''ZOVANIEM MENTAL''NYH KART // Prikaspijskij zhurnal: upravlenie i vysokie tehnologii. 2013. № 1 (21). S. 133-140.
- Timoshkin A.G., Vlasov A.I. O STRATEGII I TAKTIKE MARKETINGOVOJ POLITIKI MNOGOPROFIL''NOJ KOMP''JuTERNOJ FIRMY // Pribory i sistemy. Upravlenie, kontrol', diagnostika. 1996. № 9. S. 59-61.