ПРИМЕР РАСЧЕТА ТРУДОЕМКОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛИ «ФЛАНЕЦ» ЧЕРЕЗ СТАНКО-ЧАС
Анищенко С.С.
Аспирант, Омский государственный технический университет
ПРИМЕР РАСЧЕТА ТРУДОЕМКОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛИ «ФЛАНЕЦ» ЧЕРЕЗ СТАНКО-ЧАС
Аннотация
В статье рассмотрено – расчет трудоемкости изготовления детали «фланец» через станко-час. Расставлены акценты для рационального использования новейших программных станков и устаревших программных и универсальных. Проведен детальный анализ по использованию в каждом конкретном случае новейших программных станков или устаревших универсальных и программных. Подробно рассмотрено понятие станко-часа в производственном процессе. Рассчитана часовая стоимость использования токарно-фрезерного станка с числовым программным управлением SP-280.
Ключевые слова: станко-час, металлорежущий станок с ЧПУ, трудоемкость.
Anischenko S.S.
Postgraduate student, Omsk State Technical University
EXAMPLE OF CALCULATING THE COMPLEXITY OF MANUFACTURING PARTS "FLANGE" THROUGH THE MACHINE-HOUR
Abstract
In the article - the calculation of the complexity of manufacturing parts "flange" through the machine-hour. Placed accents for the rational use of the latest software tools and obsolete software and universal. A detailed analysis of the use in each case the latest software tools or legacy software and universal. Details discussed the concept of machine-hours in the manufacturing process. Calculated hourly cost of using thread-milling machine with numerical control of SP-280.
Keywords: machine-hour, cutting machine, CNC labor input.
В настоящее время происходит техническое перевооружение на промышленных предприятиях (машиностроение, автомобилестроение и т.д.). Закупается новое современное, дорогостоящее программное оборудование. Считается, что чем больше будет его загрузка, тем быстрее оно окупится. Поэтому происходит загрузка станка в 3 смены, для более быстрой амортизации. Однако не всегда учитывается, что чем более несвойственна номенклатура обработки станка, тем быстрее теряется точность обработки и оборудование скорее выходит из строя. Так же на современном предприятии, для более полного и комплексного анализа трудоемкости изготовления деталей, ввести понятие станко-час.
Станко-час определяет стоимость эксплуатации (затраты на оборудование) в конкретных производственных условиях. При перенесении оборудования в другие условия стоимость станко-часа меняется. Любой станок, если его перенести в другой цех или на другое производство, будет иметь другую стоимость станко-часа, поскольку изменяться какие-либо составляющие затрат. Поэтому нельзя оперировать понятием «для данного станка станко-час равен столько-то рублей», необходимо указывать место и условия эксплуатации оборудования. Особенностью станко-часа является также то, что он не зависит от продукции, которая выпускается на станке. Даже при переходе на выпуск других изделий стоимость станко-часа остается неизменной. В то же время технология производства может косвенно влиять на станко-час. В качестве примера приведем ситуацию, когда из-за неоптимального выбора геометрии инструмента или режимов обработки имеет место плохое стружкодробление - образование длинной стружки. Эта длинная стружка плохо отводится транспортером и может вызывать его заклинивание, что в свою очередь увеличивает расходы на обслуживание станка, входящие в стоимость станко-часа. Станко-час в целом определяет затраты на содержание оборудования, не зависящие от выпуска деталей. Это означает также, что эти затраты присутствуют даже тогда, когда станок простаивает по тем или иным причинам. По величине станко-часа можно определить убытки, вызванные простоями станка по техническим или организационным причинам. Иными словами, каждый час простоя станка приносит убыток, равный стоимости станко-часа этого станка. Для расчета стоимости станко-часа существуют различные методики. К сожалению, практически все существующие методики не являются полностью пригодными для использования в современном производстве на российских предприятиях. Во времена плановой экономики была принята методика расчета стоимости станко-часа по приводным коэффициентам. Были выбраны базовые модели станков для каждой группы, и для них был рассчитан станко-час [1]. В данном исследовании используется следующее оборудование:
- Универсальное оборудование (токарный станок 16к20, вертикально-фрезерный станок 6н81). Стоимость станко-часа универсального станка составляет 500р.
- Устаревшее программное оборудование. В работе рассмотрен токарный программный станок epa-320 (Рис.1) [2], фрезерный программный станок МА-655(Рис.2) [3].

Рис. 1 – Токарный станок с ЧПУ ЕРА-320

Рис. 2 – Вертикально-фрезерный станок МА-655
Стоимость станко-часа составляет 1000р.
Токарно-фрезерный станок SP-280Y (Рис.3) [4].

Рис. 3 – Токарно-фрезерный станок SP-280
1.Расчет станко-часа станка SP-280
1.1 Расчет амортизации станка:
А= 30 000 000/(5*12*(176*2)) =1420 р.
1.2 Расчет заработной платы:
Заработная плата рабочего составляет 40000р.
Зп в час = 40000/176 = 227р., Нр= 3,5.
Ст.ч SP-280= (1420+(227*3,5))*1,1 = 2436р.
Неэффективность обработки некоторых типов деталей на программном оборудовании.
Пример 1. Изготовление детали типа фланец
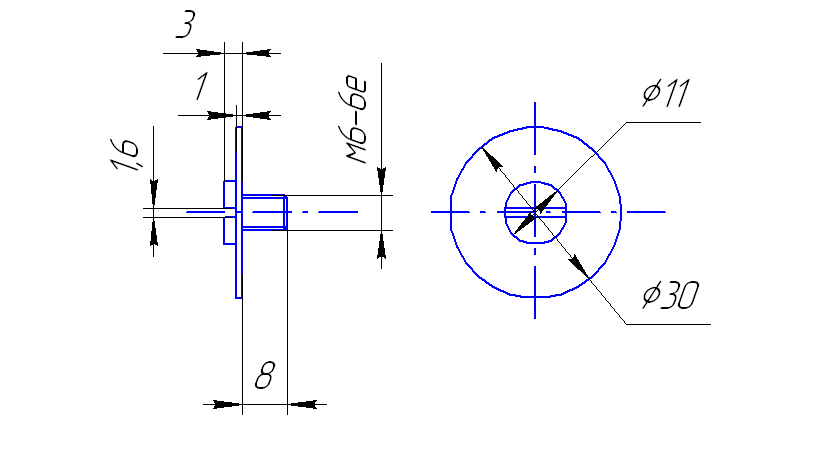
Рис. 4 – Пример 1.Чертеж детали «Фланец»
Ту1 = 20 мин + 1ч. ПЗ, где Ту1- трудоемкость изготовления одной детали «фланец» на устаревшем программном и универсальном оборудовании.
(11 мин + 1ч. ПЗ) - время затраченное станком epa -320.
8 мин – время затраченное универсальным оборудованием.
Тн1 = 7мин + 1,5 ПЗ, где Тн1 – трудоемкость изготовления одной детали «фланец» на новом программном оборудовании, станке SP-280.
Принимается, что количество деталей в партии составляет 30 шт.
Расчет общей трудоемкости изготовления деталей по двум технологическим процессам
Ту = (30*0,183) +(30*0,133) + 1= 10 ч 29 мин, где Ту – трудоемкость изготовления деталей «фланец» в количестве 30 штук.
Тн = (30*0,117) + 1,5 = 5ч, где Тн - трудоемкость изготовления деталей «фланец» в количестве 30 штук.
Расчет стоимости станко-часа
Ст.ч У= (1000* 6,49) + (500+ 3,99) = 8485 р., где Ст.ч У- стоимость станко- часа устаревшего программного и универсального оборудования.
Ст.ч Н= 2436* 5= 12180 р., где Ст.ч Н- стоимость станко-часа нового программного оборудования.
ВЫВОД: трудоемкость изготовления деталей на устаревшем оборудовании в 2 раза больше, чем на новом. Стоимость изготовления на новом оборудовании примерно в 1,5 раза больше. Исходя из идеологии, о том, что на новых программных станках необходимо изготавливать детали с высоким классом точности и высокой чистотой обработки, сделаем вывод, что изготовление данной деталей типа «фланец» будет выгодно на новом оборудовании, только в случае её аварийности в производственном процессе. Так же её выполнение возможно, в случае отсутствия загрузки у нового оборудования, в остальных случаях предпочтительнее использовать устаревшее оборудование для изготовления данной партии деталей.
Пример 2. Изготовление детали типа фланец
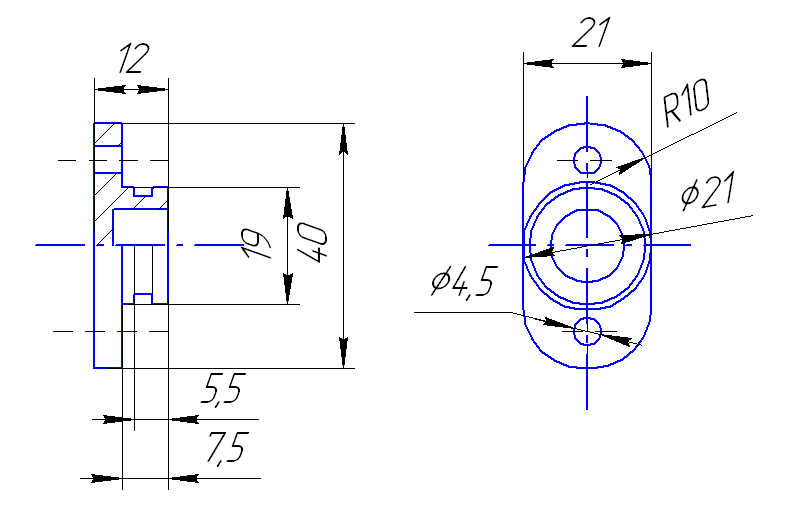
Рис. 5 – Пример 2.Чертеж детали «Фланец»
Ту1 = 37 мин + 3ч. ПЗ, где Ту1- трудоемкость изготовления одной детали «фланец» на устаревшем программном и универсальном оборудовании.
( 25 мин + 1,5ч. ПЗ)- время затраченное станком epa -320.
(12 мин + 1,5ч. ПЗ) – время затраченное на выполнение операции на фрезерном станке с ЧПУ МА-655.
Тн1 = 12мин + 2,5 ПЗ, где Тн1 – трудоемкость изготовления одной детали «фланец» на новом программном оборудовании, станке SP-280.
Принимается, что количество деталей в партии составляет 30 шт.
Расчет общей трудоемкости изготовления деталей по двум технологическим процессам
Ту = (30*0,417)+1,5 +(30*0,2) + 1,5= 21 ч 30 мин, где Ту – трудоемкость изготовления деталей «фланец» в количестве 30 штук.
Тн = (30*0,2) + 2,5 = 8,5ч, где Тн - трудоемкость изготовления деталей «фланец» в количестве 30 штук.
Расчет стоимости станко-часа
Ст.ч У= 1000* 21,5= 21500 р., где Ст.ч У- стоимость станко- часа устаревшего программного и универсального оборудования.
Ст.ч Н= 2436*8, 5= 20706 р., где Ст.ч Н- стоимость станко-часа нового программного оборудования.
ВЫВОД: трудоемкость изготовления деталей на устаревшем оборудовании в 2,5 раза больше, чем на новом. Стоимость изготовления примерно одинакова. Исходя из идеологии, о том, что на новых программных станках необходимо изготавливать детали с высоким классом точности и высокой чистотой обработки, сделаем вывод, что изготовление данной деталей типа «фланец» будет выгодно на новом оборудовании, только в случае её аварийности в производственном процессе. Так же её выполнение возможно, в случае отсутствия загрузки у нового оборудования, в остальных случаях предпочтительнее использовать устаревшее оборудование для изготовления данной партии деталей.
Литература
- Что такое станко-час? [Электронный ресурс] URL: http://stanko-lid.ru/article/chto-takoe-stanko-chas.html (дата обращения 27.03.2016).
- Токарный станок ЧПУ [Электронный ресурс] URL: http://www.fermatmachinery.com/poderzhannye-mashiny/tokarnyj-stanok/chpu-diamjetr-do-800-mm/epa-320-01-ru-122036/ (дата обращения 27.03.2016).
- Вертикально-фрезерный станок МА-655 [Электронный ресурс] URL: https://yandex.ru/images/search?img_url=http%3A%2F%2Fwww.stanki-portal.ru%2Ffoto_ob%2Ffoto_90690.jpeg&text=%D0%BC%D0%B0-655%20%D1%84%D0%BE%D1%82%D0%BE&noreask=1&pos=6&lr=66&rpt=simage (дата обращения 28.03.2016).
- Токарный станок/ CNC многоосевых/ SP-280Y [Электронный ресурс] URL: http://www.fermatmachinery.com/poderzhannye-mashiny/tokarnyj-stanok/cnc-mnogoosjevykh/sp-280-y-ru-151981/ (дата обращения 28.03.2016).
References
- What is a machine-hour? [Jelektronnyj resurs] URL: http://stanko-lid.ru/article/chto-takoe-stanko-chas.html (data obrashhenija 27.03.2016).
- CNC Lathe [Jelektronnyj resurs] URL: http://www.fermatmachinery.com/poderzhannye-mashiny/tokarnyj-stanok/chpu-diamjetr-do-800-mm/epa-320-01-ru-122036/ (data obrashhenija 27.03.2016).
- Vertical milling machine MA655 [Jelektronnyj resurs] URL: https://yandex.ru/images/search?img_url=http%3A%2F%2Fwww.stanki-portal.ru%2Ffoto_ob%2Ffoto_90690.jpeg&text=%D0%BC%D0%B0-655%20%D1%84%D0%BE%D1%82%D0%BE&noreask=1&pos=6&lr=66&rpt=simage (data obrashhenija 28.03.2016).
- Lathe / CNC multi-axis / SP-280Y [Jelektronnyj resurs] URL: http://www.fermatmachinery.com/poderzhannye-mashiny/tokarnyj-stanok/cnc-mnogoosjevykh/sp-280-y-ru-151981/ (data obrashhenija 28.03.2016).