ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ РЕМОНТА ЭЛЕКТРОИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Пономарев К.С.1, Феофанов А.Н.2, ГришинаТ.Г.3
1ORCID: 0000-0002-1516-9867, Бакалавр метрологии и стандартизации, Московский Государственный Технический Университет «СТАНКИН»
2 ORCID: 0000-0003-4761-0538, Доктор технических наук, профессор, Московский Государственный Технический Университет «СТАНКИН»
3ORCID 0000-0003-4668-4041, Доктор технических наук, Московский Государственный Технический Университет «СТАНКИН»
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ РЕМОНТА ЭЛЕКТРОИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ.
Аннотация
В статье приведена современная классификация электроизмерительных приборов, применяемых в научной, производственной, конструкторско-технологической сфере промышленности РФ. Указаны основные причины выхода из строя электроизмерительных приборов. Рассмотрен вопрос о непрерывном повышении квалификации персонала ремонтных лабораторий. Определенны меры по снижению вероятности выхода прибора из строя вследствие использования некачественных запасных частей. Приведена методика подбора фирмы, которой могут быть делегируемы полномочия по ремонту приборов.
Ключевые слова: электроизмерительный прибор, ремонт, ремонтная лаборатория, запасные части, персонал.
Ponomarev K.S.1, Feofanov A.N.2, Grishina T.G.3
1ORCID: 0000-0002-1516-9867, Bachelor of metrology and standardization, Moscow State University of «STANKIN»
2ORCID: 0000-0003-4761-0538, PhD in Engineering, professor, Moscow State University of «STANKIN»
3ORCID: 0000-0003-4668-4041, PhD in Engineering, Moscow State University of «STANKIN»
IMPROVING THE EFFICIENCY OF REPAIR ELECTRIC DEVICES
Abstract
The article deals with the modern classification of electrical appliances that are used in research, production, design and technological spheres of industry in Russia. The article in question indicates the main reasons of failure of the electrical appliances. The concept of continuous increase of qualification level of the employees of repair laboratories. The analysis introduces certain measures to reduce the probability of failure of the device due to the use of poor-quality spare parts. The article represents the methodology of selection of the company, which may be delegated the authority to repair the instrument.
Keywords: electrical measuring instrument, repair, repairing laboratory, spare parts, staff.
На сегодняшний день все возрастающий уровень научно-технического оснащения производственной среды, растущая конкуренция на рынке, постоянно повышающиеся ожидания потребителя вынуждают производителей продукции непрерывно совершенствовать производственные процессы. К методам их усовершенствования можно отнести применение инновационных методик производства продукции, внедрение систем комплексного управления производственным циклом (например, системы автоматизации контроля распределения и поставок сырья и ресурсов), обновление парка основных средств производства и др.
В этой связи, все большую роль в современном производственном процессе играет надежность таких его составляющих, как станочное оборудование, системы обеспечения функционирования, а также аппаратура контроля характеристик процесса, в частности, электроизмерительные приборы. На данный момент такие приборы нашли свое применение практически во всех организациях, так или иначе задействованных в сфере производства. При выходе электроизмерительного оборудования из строя необходимо осуществление его ремонта. После проведения ремонтных операций оборудование должно обеспечивать свое функционирование с заявленными техническими и метрологическими характеристиками. Кроме того, ремонт не должен негативно повлиять на показатели долговечности работы как всего прибора в целом, так и тех его элементов, которые не подвергались воздействию. Действительно, в условиях постоянного усложнения технологических операций, острой борьбы за временные и материальные ресурсы, возрастающей взаимозависимости этапов производства продукции ненадлежащая надежность (и, как следствие, частый выход из строя) электроизмерительной аппаратуры может привести к серьезным финансовым и репутационным потерям. Поэтому, особое внимание следует уделять обеспечению качества ремонта электроизмерительных приборов.
В настоящее время, наиболее распространенными типами электроизмерительных приборов в сфере машиностроительного производства являются
- амперметры;
- вольтметры;
- омметры;
- мультиметры;
- осциллографы;
- частотомеры;
- измерители емкости и индуктивности;
- и др.
Приведенные примеры приборов являются электроизмерительными. Электроизмерительный прибор является сложным устройством. В принцип его функционирования заложены взаимодействия множества составных элементов. Для должного функционирования прибора необходимо, чтобы все эти составные элементы реагировали слаженно. Однако, вследствие различных влияющих факторов, таких как неправильное хранение, неверные условия эксплуатации, ошибки персонала при работе с приборами, превышение значения наработки на отказ прибор может выйти из строя. Так как в общем электроизмерительные приборы разных типов состоят из унифицированных элементов, можно отметить, что основными причинами потери работоспособности могут являться:
- неисправность предохранителей;
- поломка аналого-цифрового преобразователя;
- неисправности аналогового стабилизатора;
- неисправности цифрового стабилизатора;
- неисправности входных преобразователей;
- и др.
При любой из вышеперечисленных причин необходимо произвести ремонтные работы.
Однако, и в тех случаях, когда прибор функционирует исправно, ремонт бывает необходим. Это может быть связанно с требованиями производителя (сроки ремонта регламентированы в нормативных документах) или с требованиями внутренних стандартов отрасли или предприятия.
Типичная последовательность действий при поступлении прибора в ремонтную лабораторию, приведена на рис. 1.
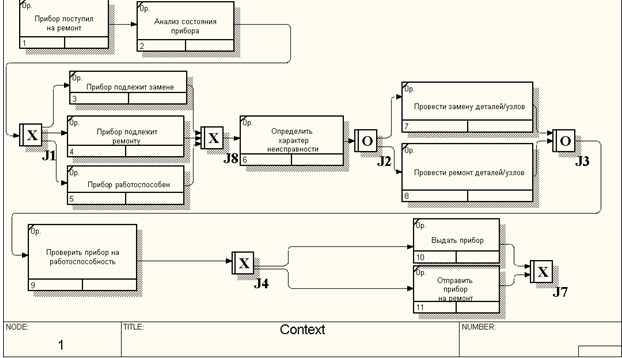
Рис. 1 – SADT-диаграмма последовательности действий при поступлении прибора в ремонтную лабораторию, представленная в виде IDEF3.
В условиях современного производственного цикла предприятия машиностроительной сферы важным фактором является интенсификация различных процессов [1]. Данное утверждение справедливо и для ремонтной деятельности. При выходе оборудования в условиях дефицита в организации приборов конкретного типа из строя, а так же при поломке прибора, входящего в определенную контрольно-измерительную совокупность средств контроля критичным является возможно быстрое проведение ремонтных работ.
В этой связи повышение эффективности ремонта приборов является важным фактором для любого промышленного предприятия. Одним из немаловажных аспектов обеспечения эффективности ремонта является непрерывное повышение квалификации персонала по ремонту и обслуживанию электроизмерительных приборов.
Персонал должен проходить повышение квалификации не реже одного раза в пять лет. Однако, целесообразным видится сокращение этого промежутка до трех – четырех лет в целях повышения оперативности обеспечения уровня подготовки ремонтного персонала предприятия. Повышение квалификации должно проводиться в специализированных организациях, обладающих необходимыми сертификационными документами, подтверждающими их аккредитацию на право проведения обучения. При проведении такого обучения должны быть рассмотрены следующие аспекты:
- определение электроэнергетических параметров электрических машин и аппаратов электрических устройств и систем;
- методики подбора технологического оборудования для ремонта и эксплуатации электрических машин и аппаратов, электротехнических устройств и систем, определение оптимальных вариантов его использования;
- организация и наладка, регулировка и проверка электрического и электромеханического оборудования;
- проведение анализа неисправностей электрооборудования;
- эффективность использования материалов и оборудования;
- маршрутно-технологическая документация на эксплуатацию и обслуживание отраслевого электрического и электромеханического оборудования;
- осуществление технического контроля при эксплуатации электрического и электромеханического оборудования;
- произведение диагностики оборудования и определение его ресурсов;
- рассмотрение и анализ методов ремонта различных типов электроприборов;
- усовершенствование методов ремонта и технического обслуживания электроприборов.
Проводить обучение должен специалист, обладающий категорией или степенью выше, чем ту, на которую он проводит обучение.
По окончании обучения, на основе проверки полученных знаний, персоналу выдается сертификат о прохождении курсов повышения квалификации или присваивается определенная степень или категория.
Конечно, необходимо так же проводить периодическую проверку знаний персонала на право выполнения ремонтных работ. Для этого создается комиссия. Проверку можно проводить на предприятии, если выполнены ряд условий:
- председатель комиссии должен иметь группу по электробезопасности V у потребителей с электроустановками напряжением до и выше 1000 В и группу IV у потребителей с электроустановками напряжением только до 1000 В;
- председатель и не менее двух членов комиссии прошли проверку знаний в комиссии органов госэнергонадзора;
- при проведении процедуры проверки знаний должно присутствовать не менее трех членов комиссии, в том числе обязательно председатель (заместитель председателя) комиссии.
В противном случае, проверка знаний персонала проводится в комиссиях органов госэнергонадзора.
Повышение квалификации ремонтного персонала положительно скажется на качестве выполняемых им работ и благоприятно повлияет на эффективность ремонта электроизмерительных приборов.
К тому же, для обеспечения качества ремонта необходимо использовать качественную элементную базу запасных частей [2]. Действительно, некачественные запчасти могут стать причиной быстрого выхода прибора из строя. И после этого необходим повторный ремонт прибора, приводящий к материальным, временным и экономическим затратам.
Для того чтобы по возможности минимизировать вероятность использования некачественных запасных деталей, рекомендуется:
- вести собственную статистику выхода приборов из строя вследствие отказа замененной части;
- использовать только оригинальные запасные части конкретного прибора;
- производить закупку запасных частей только у проверенных дилеров (в том числе, и на основании собственной статистики);
- обеспечивать хранение запасных частей в соответствии с установленными производителями требованиями;
- следить за сроком хранения запасных частей и проводить оптимизацию номенклатуры хранящихся запасных частей.
Данные мероприятия помогут свести к минимуму поломки приборов, причиной которых стали запасные части недолжного уровня качества.
Так же, при проведении ремонта электроизмерительных приборов большое внимание удаляется ремонтной лаборатории, в частности, к индивидуальному рабочему месту мастера по ремонту приборов [3]. Лаборатория должна удовлетворять требованиям, устанавливаемым в международных и/или отраслевых нормативно – правовых актах и внутренних стандартах организации.
В случае, если на предприятии отсутствуют необходимые условия для проведения ремонта приборов, сотрудники не обладают необходимой степенью компетенции или отсутствует возможность закупки запасных частей необходимого уровня качества, решением вопроса ремонта приборов может стать аутсорсинг – передача функций и обязанностей по одному из процессов организации (по ремонту приборов) сторонней организации с заключением необходимых нормативно-правовых актов (договоров).
Для того чтобы грамотно подойти к выбору сторонней организации, необходимо провести анализ возможных альтернатив. В основном, анализ сводится к экспертной оценке возможных вариантов с последующим выбором оптимального варианта. Обобщенное мнение группы экспертов принимается как решение проблемы. На основе высказанных оценок экспертов вычисляются приоритеты с помощью метода анализа иерархий.
Метод анализа иерархий был предложен американским математиком Томасом Саати. Метод является одним из самых эффективных и перспективных методов экспертизы и принятия решений. В этом методе реализованы идеи парного сравнения и формирование оценочного решения на основе аналитики. К тому же, необходимо отметить, что несомненным преимуществом такого метода является то, что он позволяет производить оценку и анализ сложных иерархических структур.
Анализ иерархий при выполнении экспертизы фирм, готовых принять на себе обязательства по ремонту приборов, в общем виде состоит из следующих этапов:
1) представление анализируемой задачи в виде иерархии элементов, в которой нижний уровень будет представлять альтернативы (фирмы), промежуточный уровень занимают эксперты, а верхний уровень представлен целью (выбором наиболее подходящей фирмы);
2) парные сравнения в целях нахождения количественной оценки степени влияния элементов каждого уровня иерархии на каждый элемент соседнего с ним уровня иерархии;
3) получение приоритетов, характеризующих количественно степень влияния альтернатив на цель.
В методе анализа иерархий элементы задачи экспертизы сравниваются попарно по отношению к их воздействию на общую для них характеристику, как показано в таблице 1.
Таблица 1 – Таблица сравнения элементов задачи экспертизы
| Критерий сравнения | А1 | А2 | … | Аn |
| А1 | а11 | а12 | … | a1n |
| А2 | а21 | а22 | … | а2n |
| … | … | … | … | … |
| Аn | аn1 | аn2 | … | ann |
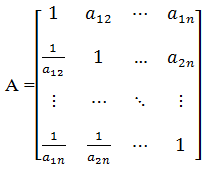
Количественные суждения о парах элементов представляются матрицей А размера n × n .
При этом:
- если аij = α, то аji = , α ≠ 0;
- если оценочное суждение эксперта такого, что Аi имеет одинаковую относительную важность с Аj, то аij = аji = 1;
- элементы aii = 1 для всех i.
Таким образом, матрица парных сравнений А имеет вид:
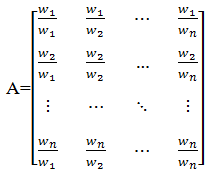
После получения количественных суждений о парах (Ai Aj) и их интерпретации в числовом выражении через aij необходимо поставить элементам А1 А2 ... Аn в соответствие множество числовых весов w1, w2, … wn, характеризующие зафиксированные суждения.
Вследствие этого, матрица будет иметь вид:
Матрица А – обратносимметричная, так как aij = ![]() .
.
Если w1 w2 ... wn неизвестны заранее, то парные сравнения элементов осуществляются с помощью субъективных суждений экспертов численно оцениваемых по определенной шкале, приведенной в таблице 2. И, в таком случае, субъективные оценки экспертов aij будут отличаться от "идеальных" отношений wi/wj.
Тогда собственные значения и векторы будут определяться из следующего уравнения:
![]()
где λ max - наибольшее собственное значение несогласованной матрицы А;
w - собственный вектор, соответствующий этому собственному значению.
Числовые веса wi, wj будут связанны соотношением:
![]() ,
,
где i = 1,2,…n
Отметим, что в таблице сравниваются элементы, стоящие слева в столбце с элементами наверху (в строке). То есть, если элемент в столбце (слева) важнее, чем элемент в строке (наверху), то в ячейке таблицы, являющийся их перекрестием, заносится положительное целое число. Если это не так, то ставится дробное число. Кроме того, относительная важность элемента относительно самого себя равна 1 (вследствие этого по диагонали таблицы проставляются только единицы). К тому же, обратными величинами заполняются симметричные относительно диагонали клетки.
Таблица 2, на основании которой эксперты выносят свои суждения относительно значимости влияющих факторов, представлена ниже.
Имеется несколько причин для установления верхнего предела шкалы, равного 9.
Качественные различия значимы на практике и обладают элементом точности, когда величина сравниваемых предметов одного порядка или предметы близки относительно свойства, использованного для сравнения. Способность человека производить качественные разграничения хорошо
Таблица 2 – Характеристики сравнения элементов (критериев)
| Числовое значение | Характеристика | Объяснение |
| 1 | Одинаковая значимость | Два элемента вносят одинаковый вклад в достижение цели |
| 3 | Некоторое преобладание значимости одного элемента над другим | Опыт и суждение дают легкое предпочтение одному критерию перед другим |
| 5 | Существенное или сильное превосходство | Опыт и суждение дают сильное предпочтение одному критерию перед другим |
| 7 | Очевидное превосходство | Предпочтение одного критерия перед другим очевидно |
| 9 | Абсолютное превосходство | Свидетельство в пользу предпочтения одного критерия другому не подлежит опровержению |
| 2,4,6,8 | Промежуточные значения между соседними значениями шкалы | Ситуация, когда необходимо компромиссное решение |
| Обратные величины приведенных выше чисел | Если критерию i при сравнении с другим критерием j приписывается одно из приведенных выше чисел, то критерию j при сравнении с критерием i приписывается обратное значение |
представлена пятью определениями: равный, слабый, сильный, очень сильный и абсолютный. Можно принять компромиссные определения между соседними определениями, когда нужна большая точность. В целом, потребуется девять значений, и они могут быть хорошо согласованы. Получаемая в результате шкала подтверждается практикой.
Проведение парных сравнений начинается с сопоставления относительной важности критериев на втором уровне иерархии (относительно общей цели – первого уровня иерархии). Затем строится группа матриц для парного сравнения каждого критерия следующего уровня иерархии по отношению к критериям на текущем уровне иерархии. На последнем уровне иерархии происходит построение матриц парных сравнений для сопоставления относительной важности вариантов к каждому из критериев предпоследнего уровня иерархии.
Приведем пример применения описываемого метода для проблемы выбора одной из фирм, занимающихся ремонтом электроизмерительных приборов.
Структура иерархической взаимосвязи элементов приведена на рис. 2.
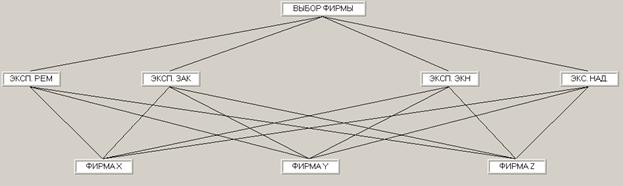
Рис. 2 – Структура иерархической взаимосвязи элементов
На верхнем уровне диаграммы представлен элемент, характеризующий выбор оптимальной фирмы, на среднем уровне - мнение экспертов (где эксп. рем - эксперт ремонтной лаборатории; эксп. зак - эксперт отдела закупок; эксп. экн - эксперт отдела экономики и финансов; эксп. над. - эксперт отдела надежности), нижний уровень представлен фирмами - конкурентами.
На рис. 3 представлена матрица оценок фирм-конкурентов экспертом ремонтной лаборатории.
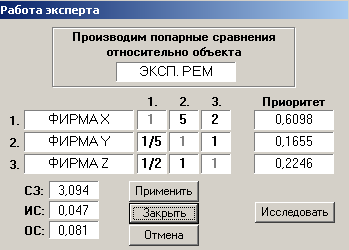
Рис. 3 – Матрица оценок фирм-конкурентов экспертом ремонтной лаборатории
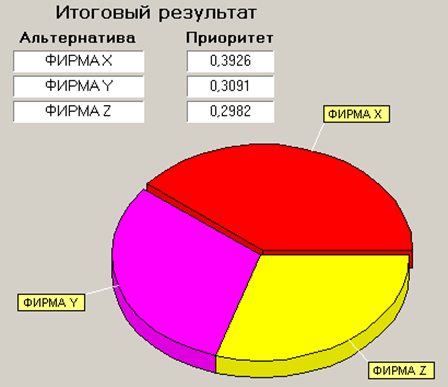
Рис. 4
Таким образом, на основании полученного анализа и коррелированной оценки экспертов (визуализация которой представлена на рис. 4), было выявлено преимущество фирмы "ФИРМА Х" перед другими фирмами. Соответственно, из всех альтернатив рекомендуется заключить контракт именно с данной организацией.
В условиях машиностроительного производства наблюдается все более широкое применение электроизмерительных приборов. Причинами их выхода из строя является такие факторы как:
- неправильное хранение;
- неверные условия эксплуатации;
- превышение значения наработки на отказ;
- неправильные методы эксплуатации;
- и др.
Для того, чтобы восстановить работоспособное состояние прибора, необходимо провести его ремонт. Функции реализации операций такого рода на предприятии возложены на ремонтные лаборатории.
Для эффективного выполнения своих функций ремонтные лаборатории должны соответствовать современным требованиям машиностроительных производств. Необходимо отметить важность повышения квалификации работников ремонтных лабораторий. Кроме того, важно уделять особое внимание соответствию лабораторий нормативным требованиям, установленным в государственных регламентах. При отсутствии возможности выполнения представленных выше положений рациональным видится передача полномочий по ремонту электроизмерительных приборов в сторонние организации.
Список литературы / References
- Феофанов А.Н. Управление автоматизированными технологическими системами и моделирование оперативности при принятии решений / Феофанов А.Н., Митрофанов В. Г., Гришина Т.Г. // М.: Ж. Технология машиностроения №8 (158) – 2015 – стр. 43–46.
- Феофанов А.Н., Еленева Ю.Я, Гришина Т.Г., Схиртладзе А.Г., Негримовская Н.П. Участие в организации производственной деятельности структурного подразделения предприятий машиностроения / Учебник для студентов учреждений среднего профессионального образования [А.Н. Феофанов и др.] – М.: издательский центр «Академия» – 2015. – 144 с.
- Шабалин С.А. Ремонт электроизмерительных приборов / С.А. Шабалин //Справочная книга метролога. М.: Изд-во стандартов – 1989. – Москва – С. 18–19.
Список литературы на английском языке / References in English
- Feofanov A.N. Upravlenie avtomatizirovannymi tehnologicheskimi sistemami i modelirovanie operativnosti pri prinjatii reshenij [Management of automated process systems and modeling of efficiency in decision-making] / Feofanov A.N., Mitrofanov V. G., Grishina T.G. // M.: Zh. Tehnologija mashinostroenija №8 (158) – 2015 – p. 43–46 [in Russian]
- Feofanov A.N., Eleneva Ju.Ja, Grishina T.G., Shirtladze A.G., Negrimovskaja N.P. Uchastie v organizacii proizvodstvennoj dejatel'nosti strukturnogo podrazdelenija predprijatij mashinostroenija [Participation in the organization of the production activity of the department of mechanical engineering enterprises] / Uchebnik dlja studentov uchrezhdenij srednego professional'nogo obrazovanija [A.N. Feofanov i dr.] [A textbook for students of secondary vocational education institutions [A.N. Feofanov and others.]] – M.: - izdatel'skij centr «Akademija» – 2015. – 144 p. [in Russian]
- Shabalin S.A. Remont jelektroizmeritel'nyh priborov [Repair of electrical appliances] / S.A Shabalin// Spravochnaja kniga metrologa [reference book of specialist in metrology sphere] – M.: Izd-vo standartov, 1989. – P. 18 - 19 [in Russian]