ОСОБЕННОСТИ ДИАГНОСТИРОВАНИЯ КОТЛОВ ВАКУУМНЫХ НА ПРИМЕРЕ КОТЛА ТИПА КВМ-4,6А
Орловский С.Я.1, Волков В.Н.2, Тимофеенко О.П.3, Самойленко М.С.4, Суслов В.В.5
1 Специалист по строительным конструкциям ООО «ПромТЭК Л», Ростов-на-Дону, 2,3,4 Эксперт по объектам котлонадзора ООО НПП «ПромТЭК», Ростов-на-Дону, 5 Эксперт по объектам нефтехимии ООО НПП «ПромТЭК», Ростов-на-Дону
ОСОБЕННОСТИ ДИАГНОСТИРОВАНИЯ КОТЛОВ ВАКУУМНЫХ НА ПРИМЕРЕ КОТЛА ТИПА КВМ-4,6А
Аннотация
В данной статье рассматривается вопросы, возникающие при диагностировании котлов вакуумных на примере котла типа КВМ-4,6А по наиболее нагруженным элементам, работающих в наиболее напряженных условиях, связанных с условиями эксплуатации. В результате можно сделать вывод о том, что своевременное проведение технических освидетельствований в сроки, предусмотренными нормативными документами, а так же проведение технического диагностирования с учетом приведенных рекомендаций позволит усилить контроль над техническим состоянием котла и продлить срок его безопасной эксплуатации.
Ключевые слова: вакуумные котлы, ультразвуковая толщинометрия, сварные соединения.
Orlovskij S.Ja.1, Volkov V.N.2 Timofeenko O.P.3, Samojlenko M.S.4, Suslov V.V.5
1 Specialist building designs of «PROMTEK L», Rostov-on-Don, 2,3,4 Expert boiler inspection objects of expert organization «PROMTEK», Rostov-on-Don, 5 Expert petrochemical facilities of expert organization «PROMTEK» Rostov-on-Don
FEATURES DIAGNOSIS OF VACUUM BOILER ON THE EXAMPLE BOILER TYPE KVM-4,6A
Abstract
This article discusses the issues that arise in the diagnosis of vacuum boiler type on the example of KVM 4,6A on the most loaded elements working in the most demanding conditions relating to the operating conditions. As a result, it can be concluded that timely technical examination within the timeframe stipulated by the regulatory documents as well as technical diagnostics based on these recommendations will strengthen the control of the technical state of the boiler and prolong its safe operation.
Keywords: vacuum boilers, ultrasonic thickness, welded joints.
Котлы КВМ-4,6А предназначены для варки, стерилизации и обезвоживания непищевого белкового сырья и конфискатов, получаемых в процессе переработки скота, птицы на предприятиях мясной промышленности, птицефабриках, утилизационных заводах при производстве сухих животных кормов (мясокостной муки, костной муки и т.д.).
Вакуумный котел представляет собой горизонтальный цилиндрический сварной сосуд, с эллиптическими днищами и двойными стенками. Пространство между стенками наружного и внутреннего сосудов служит рубашкой, куда подается греющий пар. Нагрев внутреннего сосуда (корпуса котла) и содержащегося в нем сырья и подъем давления происходит за счет теплопередачи от греющего пара, поступающего в рубашку котла и имеющего температуру плюс 150º С при давлении 4 кгс/см2. Для более эффективного прогрева сырье во время варки перемешивается лопастями мешалки.
После ознакомления с устройством и назначением котла можно сделать вывод: определяющим фактором повреждения и выхода из строя котла является механический износ его основных элементов.
Все это учитывается при составлении индивидуальной программы. Индивидуальная программа учитывает результаты анализа эксплуатационно-технической документации, в том числе: конструктивные особенности и конкретные условия эксплуатации, возможность доступа для осмотра и возможность применения конкретного вида неразрушающего контроля.
При проведении визуального и измерительного контроля повышенное внимание следует уделить выявлению трещин на лопастях мешалки, в местах приварки опор и износу нержавеющих гильз на шейках вала мешалки, износу пары «винт-гайка» крышки загрузочной горловины и механизма управления загрузочной горловины, язвенной коррозии на наружной поверхности паровой рубашки в местах нарушения тепловой изоляции, стенки корпуса котла, расширителя - ловушки, загрузочной горловины.
Неразрушающий контроль сварных соединений корпуса котла следует проводить ультразвуковым методом с целью выявления внутренних дефектов (трещин, непроваров, пор, шлаковых включений и др.).
При выполнении этого вида контроля у специалистов, его проводящих, могут возникнут вопросы с определением месторасположения стыковых сварных соединений. Дело в том, что в процессе эксплуатации котла, внутренняя поверхность корпуса подвергается сильному износу вследствие трения продуктами рабочей среды. В первую очередь износу как раз и подвергаются выступающие валики усиления сварных соединений. Внутренняя поверхность корпуса становится гладкой. Обнаружить сварные соединения с наружной поверхности корпуса не представляется возможным, так как доступ к ней закрыт паровой рубашкой.
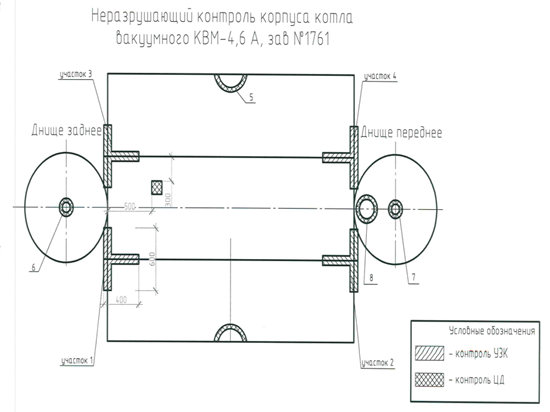
Рис. 1. Схема неразрушающего контроля корпуса котла КВМ-4,6А
Выходом из этого положения является длительное сотрудничество эксплуатирующей организацией со специализированными организациями, имеющими соответствующие лицензии Ростехнадзора и проводящими данные виды работ.
Еще на стадии проведении первичного технического освидетельствования устанавливается месторасположение сварных соединений и в дальнейшем, при проведении неразрушающего контроля во время диагностирования, трудностей такого плана не возникает (рис. 1).
При визуальном контроле на внутренней поверхности корпуса иногда возникает подозрения на наличие трещин, ориентированных как горизонтально, так и вертикально. Исключить эти подозрения можно проведением контроля поверхности корпуса внутреннего сосуда методом цветной дефектоскопии, позволяющим выявлять и определять размеры и ориентацию поверхностных трещин, расслоений и других трещиноподобных дефектов.
На практике, после проведения цветной дефектоскопии, в подавляющем большинстве, «дефекты» оказывались обыкновенными царапинами, возникшими в результате трения твердых предметов рабочей среды о внутреннюю поверхность корпуса.
Как отмечалось ранее, основным повреждающим фактором, является механический износ основных элементов внутреннего сосуда котла. Поэтому наибольшее внимание при диагностике уделяется проведению ультразвуковой толщинометрии.
Контроль толщины стенки проводится с целью определения количественных характеристик утонения стенки элементов котла в процессе его эксплуатации. По результатам контроля определяется скорость коррозионного или коррозионно-эрозионного износа стенок и устанавливается расчетом на прочность допустимый срок эксплуатации изношенных элементов.
В типовых программах по диагностированию сосудов «Инструкция по продлению срока службы сосудов, работающих под давлением», на сосуде, объемом аналогичном внутреннему сосуду котла КВМ-4,6А, количество точек измерения может достигать до 24-х.
Заводом – изготовителем разработана схема контроля толщины корпуса котла, учитывающая тяжелые условия эксплуатации, количество точек измерений толщины по которой составляет 81. Основной объем по толщинометрии приходится на нижнюю и средние части корпуса, наиболее подверженные истиранию (рис. 2).

Рис. 2. Схема контроля толщины металла стенки корпуса котла КВМ-4,6А
По результатам ультразвуковой толщинометрии при проведении диагностирования эксплуатация котла может быть запрещена:
- при толщине в нижней части по всей длине обечайки корпуса менее 6 мм;
- при толщине в верхней части по всей длине обечайки корпуса менее 12,5 мм;
- при толщине днищ корпуса менее 6,6 мм.
Помимо внутреннего сосуда котла, интенсивному износу подвергается металл стенок расширителя – ловушки и загрузочной горловины. Допустимая минимальная толщина стенки расширителя – ловушки 8 мм и загрузочной горловины-3мм.
Относительно указанным выше элементам котла, паровой рубашке уделено мало внимания. Ультразвуковая толщинометрия предусмотрена только в местах установки патрубков подвода пара, отвода конденсата и предохранительного клапана. На практике, тепловая изоляция котлов бывает частично нарушена. В этих местах развивается коррозия, приводящая к значительному утонению толщины стенки паровой рубашки, которая иногда бывает менее допустимых 3 мм.
Рассматривая результаты предыдущих диагностирований котлов типа КВМ-4,6А обращает на себя внимание отсутствие проведения ультразвукового контроля сварных соединений паровой рубашки.
Ультразвуковой контроль стыковых сварных соединений обечаек и днищ следует проводить в объеме не менее 10% длины продольных и поперечных (кольцевых) сварных швов.
При назначении объема контроля сварных соединений следует иметь в виду, чтобы участки пересечения продольных и поперечных (кольцевых) сварных швов были включены в зоны контроля на их длине не менее 200 мм в каждую сторону от точек пересечения (рис. 3).
Усиленный объем неразрушающего контроля паровой рубашки помимо получения более полной информации об ее состоянии, обеспечивает безопасными условия труда обслуживающего персонала, так как в рубашке находится насыщенный пар с давлением до 0,4 МПа.

Рис. 3. Схема неразрушающего контроля паровой рубашки котла КВМ-4,6А
Заводом – изготовителем для котлов типа КВМ-4,6А установлен расчетный срок службы всего 12 лет. Своевременное проведение технических освидетельствований в сроки, предусмотренные инструкцией по эксплуатации, ФНП в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением», а так же проведение технического диагностирования с учетом приведенных выше рекомендаций позволит усилить контроль за техническим состоянием котла и продлить срок его безопасной эксплуатации.
Литература
- «Инструкция по продлению срока службы сосудов, работающих под давлением», Серия 20. Выпуск1.-М.: ЗАО «НТЦ исследований проблем промышленной безопасности, 2015.
- Котел вакуумный для производства сухих животных кормов. Техническое описание и инструкция по эксплуатации, 89.660-300-1185ТО.
References
- «Instrukcija po prodleniju sroka sluzhby sosudov, rabotajushhih pod davleniem», Serija 20. Vypusk1.-M.: ZAO «NTC issledovanij problem pro-myshlennoj bezopasnosti, 2015.
- Kotel vakuumnyj dlja proizvodstva suhih zhivotnyh kormov. Tehnicheskoe opisanie i instrukcija po jekspluatacii, 89.660-300-1185TO.