МАССОПЕРЕНОС В РАСПЛАВЛЕННЫХ ЭЛЕКТРОЛИТАХ
Крукович М.Г.
Доктор технических наук, профессор, Московский государственный университет путей сообщения Императора Николая II, Московский государственный технический университет им Н.Э. Баумана
МАССОПЕРЕНОС В РАСПЛАВЛЕННЫХ ЭЛЕКТРОЛИТАХ
Аннотация
В работе проведен анализ химических связей в расплавленных электролитах, используемых при борировании, цементации и силицировании. Установлена электрохимическая общность массопереноса в жидкостных безэлектролизных процессах химико-термический обработки, связанная с работой во время насыщения короткозамкнутых микрогальванических элементов. Анодный процесс протекает на поверхности электрохимического восстановителя, а катодный – на обрабатываемой поверхности. Массоперенос в расплавленных электролитах осуществляется посредством ионов низших валентностей (субионов) в режиме самоорганизации. В качестве электрохимических восстановителей использованы лигатуры, широко применяемые в литейном производстве и других технологических процессах.
Ключевые слова: массоперенос, расплавленные электролиты, катионы, анионы, электрохимические восстановители, субионы, самоорганизация, борирование, цементация, силицирование.
Krukovich M.G.
PhD in Engineering, professor, Moscow state university of engineering of Imperator Nicolai II, Bauman Moscow State Technical University
MASS TRANSFER IN MOLTEN ELECTROLYTE
Abstract
The analysis of the chemical bonds in molten electrolytes used for boriding, cementation and siliconizing is made. Common electrochemical mass transfer in liquid processes without electrolyze of thermo-chemical treatment associated with the functioning short circuit microgalvanic cells during saturation are established. Anode process occurs to the surface of electrochemical reductant and the cathode - to the treated surface. Mass transfer in molten electrolytes is carried by ions of lower valence (subions) in self-organization mode. As electrochemical reducing agents is used ligatures are widely used in the foundry industry and other industrial processes.
Keywords: mass transfer, molten electrolytes, cations, anions, electrochemical reducing, subions, self-organization, borating, cementation, siliconizing.
Введение. Одним из способов нанесения на металлы и сплавы защитных покрытий от коррозии, изнашивания, от воздействия высоких температур и других факторов внешней среды является жидкостной безэлектролизный процесс, в котором используют оксидные, галогенидные и окси-галогенидные расплавленные электролиты. Массоперенос в этих средах обеспечивается при протекании окислительно-восстановительных реакций по электрохимическим законам. В тоже время общие закономерности массопереноса остаются в настоящее время малоисследованными, что не позволяет с высокой эффективностью определять условия обработки: составы, температуры, продолжительность; а также предопределять фазовый состав получаемых слоев.
Целью данной работы является проведения анализа химических связей в расплавленных электролитах, установление общих закономерностей массопереноса и разработка рекомендаций по управлению формированием защитных покрытий и их свойствами.
Методика проведения исследований. Исследованы расплавленные электролиты, применяемые при проведении процессов борирования, цементации, силицирования. Процессы упрочнения проводились в расплавленных солевых смесях с добавками электрохимических восстановителей (порошковых добавок), находящихся в твердом агрегатном состоянии при температуре обработки.
Из используемых электрохимических восстановителей были изготовлены компактные образцы и измерены стационарные электродные потенциалы этих веществ в соответствующих солевых расплавах: Na2B4O7 (для борирования), Na2SiO3 (для силицирования), Na2CO3 (для цементации). Измерения проводились на установке с автоматической компенсацией э.д.с. в условиях окружающей печной атмосферы. В качестве электрода сравнения использовался угольно-кислородный электрод, который отвечал основным требованиям: обратимости, хорошей воспроизводимости, простоте экспериментального изготовления. Для используемых расплавленных электролитов были построены ряды напряжений, которые позволили показать общность процесса массопереноса при жидкостном безэлектролизном насыщении.
Диффузионные слои получали на железе и сталях в солевых смесях, размещенных в фарфоровых тиглях, в электрических печах при температурах 900 – 1100 0С. Получаемые слои исследовались металлографическим, дюрометрическим и рентгенографическим методами. Для устранения седиментации порошков при проведении насыщения ванны перемешивались через каждые 0,5 ч.
Анализ полученных результатов. Структура и связи в расплавленных электролитах. Связи, определяющие структуру и свойства расплавленного электролита для оксидных и галогенидных систем, имеют различный характер. В частности, наличие ковалентной и ионной связи в оксидных системах позволяет подразделить катионы расплава на две группы. К первой группе отнесены катионы натрия, магния, кальция, марганца, железа и др. – ![]() , связь которых с анионами кислорода носит преимущественно ионный характер. Ко второй группе относятся катионы кремния, фосфора, алюминия, бора и др. -
, связь которых с анионами кислорода носит преимущественно ионный характер. Ко второй группе относятся катионы кремния, фосфора, алюминия, бора и др. - ![]() , имеющих большую величину энергии ковалентной связи с этим же анионом. Эти катионы относят к виду сеткообразующих. Их ковалентная связь проявляется в образовании сложных анионов типа [K(2)xOy]-z. Таким образом, менее связанными являются катионы первой группы
, имеющих большую величину энергии ковалентной связи с этим же анионом. Эти катионы относят к виду сеткообразующих. Их ковалентная связь проявляется в образовании сложных анионов типа [K(2)xOy]-z. Таким образом, менее связанными являются катионы первой группы ![]() , которые преимущественно определяют электропроводность в оксидных системах.
, которые преимущественно определяют электропроводность в оксидных системах.
При плавлении ионных кристаллов галогенидов образуются устойчивые симметрично построенные комплексы: тетраэдрические и октаэдрические. Все остальные ионы и вакансии располагаются между комплексами. При перемещениях комплексные ионы ведут себя как единое целое. Таким образом, расплавленные галогениды щелочных и щелочноземельных металлов рассматриваются как смесь комплексных ионов ![]() , свободных ионов и вакансий:
, свободных ионов и вакансий:
![]() (1)
(1)
где Ме+ – Li+, Na+, K+, Rb+, Cs+, Mg2+, Ca2+, Ba2+, Sr2+; X – F–, Cl–, B–J–.
Наиболее подвижными в этих системах также являются катионы первой группы ![]() .
.
Для обеспечение оптимальных условий массопереноса наиболее целесообразно применение окси-галогенидных систем, в которых наличие избытка ионов первой группы способствует ослаблению прочных ковалентных связей катионов второй группы и кислорода: ![]() ; создает условия их большей подвижности и ускоряет протекание окислительно-восстановительных процессов.
; создает условия их большей подвижности и ускоряет протекание окислительно-восстановительных процессов.
Механизм массопереноса в расплавленных электролитах при химико-термической обработке. Массоперенос в расплавах солей имеет самопроизвольных характер и протекает в режиме самоорганизации. Диссипативной структурой (соединением) самоорганизации являются ионы низших валентностей насыщающего элемента, которые возникают в расплаве (в гетерогенной системе) в результате протекания окислительно восстановительных процессов между элементами расплава, порошковой добавкой и обрабатываемой поверхностью металла. Массоперенос может проходить контактным или бесконтактным путем.
При бесконтактном пути обеспечивается массоперенос более электроотрицательного элемента на поверхность менее электроотрицательного металла за счет реакций диспропорционирования субионов (ионов низших валентностей) на этой поверхности [1]. Продуктом реакции являются ионы высших валентностей. Скорость массопереноса зависит от расстояния между обрабатываемой поверхностью и порошковой добавкой и резко возрастает при бесконечно малом расстоянии, т.е. при образовании контакта.
При контактном массопереносе обеспечивается осаждение более электроотрицательного элемента и менее электроотрицательного элемента на обрабатываемую поверхность металла за счет работы микрогальванического элемента:

Анодная стадия протекает на поверхности электрохимического восстановителя (порошковой добавки). Она стремится обеспечить равновесие и компенсировать количество потерянных электронов путём отдачи в расплав новых катионов, т.е. за счёт своего растворения. Вышедшие катионы образуют комплексы с анионами расплава, оставляя на поверхности соответствующее количество электронов, которые вновь в месте контакта перетекут на обрабатываемую поверхность, где их меньше.
Катодная стадия протекает на поверхности обрабатываемого материала и сопровождается в результате избытка электронов, перешедших с поверхности порошковой добавки в местах контакта, восстановлением катионов, входящих в состав электролита. Таким образом, вновь самопроизвольно устанавливается равновесие с расплавом на этой границе. Восстанавливаемыми катионами могут быть и катионы, появившиеся в расплаве при протекании анодного растворения порошковой добавки (электрохимического восстановителя).
Скорость протекания катодной и анодной стадий зависит от разности равновесных (или стационарных) электродных потенциалов порошковой добавки и обрабатываемого материала, степени поляризуемости их поверхностей, а также от состава расплавленной соли и температуры. При этом на обрабатываемой поверхности образуется та фаза или обеспечивается такая поверхностная концентрация, электроотрицательнее которых становится насыщаемая поверхность во время процесса. Массоперенос контролируется скоростями образования субионов в расплаве и их непосредственного восстановления на обрабатываемой поверхности при работе короткозамкнутых микрогальванических элементов [2-4].
Массоперенос бора. Процесс борирования проводился в расплавах на основе тетраборатов и галогенидов щелочных металлов. Эффективность массопереноса оценивали по разности измеренных стационарных электродных потенциалов обрабатываемого металла (железа и сталей) и порошковых добавок (электрохимических восстановителей) (Таблица 1).
Таблица 1 - Влияние величины стационарных потенциалов на толщину и фазовый состав борированных слоев
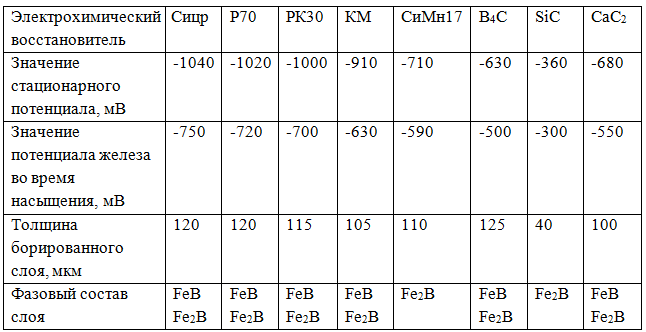
В качестве порошковых добавок использовали лигатуры: Сицр – 40% Si, 40% Zr; Р70 – 70% РЗМ и 30% SiC; РК30 - 30% РЗМ, 50% Si, 10% Ca; KM – 25% Ca, 53% Si, 20% , 2% Ti, 2% Al; СиМн-17 – 18% Si, 65% Mn, 1,75% C. Во всех составах остальное до 100% относится к Fe и примесям.
Измерение проводилось в расплаве Na2B4O7 при 9000C. Стационарные электродные потенциалы железа и боридных фаз составили: φFe = -140 мВ, φFeВ = -450 мВ, φFe2B = -250 мВ. Содержание порошковой добавки с размером частиц 0,1-0,25 мм во всех случаях соответствовало 25% по массе. Продолжительность обработки армко-железа составляла 2 ч при 9000С.
Проведение процесса борирования с разными электрохимическими восстановителями обеспечило формирование боридных фаз, стационарный электродный потенциал которых оказывался менее электроотрицательным, чем смещенный потенциал железа в процессе обработки. При использовании SiC, электродный потенциал которого менее электроотрицательный, чем фазы FeB, формировался слой на основе Fe2B. При использовании силикомарганца расплав обогащался окислами MnO, что привело к смещению потенциала железа в процессе обработки к значению – 590 мВ, а потенциала фазы FeB к более электроотрицательному значению с – 450 мВ до – 600 мВ. Поэтому на стали с применением силикомарганца формируются однофазные слои на основе Fe2B. Более того марганец с позиции кристаллографии, участвуя в формировании слоя, стабилизирует фазу Fe2B.
Массоперенос углерода. Процесс насыщения углеродом стали 10 и стали 10Х13 проводили в смеси карбонатов и хлоридов щелочных металлов. Построение ряда напряжений для выбранного электролита показало пригодность выбранных порошковых добавок в качестве электрохимических восстановителей для процесса цементации, оценить скорость насыщения и концентрацию углерода на поверхности в соответствии со смещением стационарного потенциала во время обработки (Таблица 2).
Таблица 2 - Влияние вида электрохимического восстановителя на характеристики массопереноса при цементации
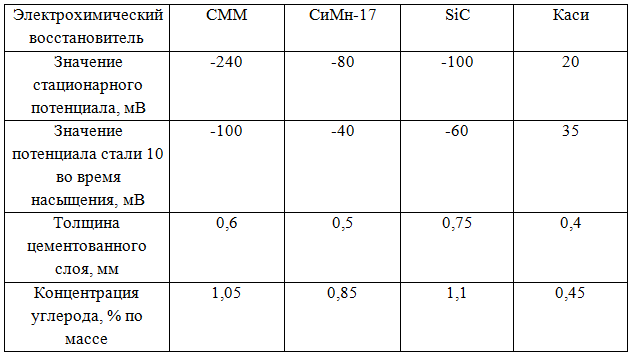
В качестве порошковых добавок, помимо ранее описанных материалов, применялся силикомишметалл (СММ – 2,5% Са, 48% Si, 5% Al, 31,5% РЗМ).
Измерение и процесс цементации проводили в электролите, содержащем (% по массе): 20% Na2CO3, 20% K2CO3, 30% NaCl и 30% KCl. Количество порошковой добавки составляло 15% по массе при размере частиц 0,1-0,25 мм.
Продолжительность цементации составляла 4 ч. Измерения стационарных потенциалов проводили по отношению к угольно-кислородному электроду сравнения при 9500С. Стационарные потенциалы железа и сталей составили: φFe = 175 мВ, φсталь У8 = 10 мВ, φсталь 45 = 35 мВ, φсталь 10Х13 = 230 мВ.
Таким образом, наибольшую толщину слоя обеспечивают порошковые добавки, имеющие либо максимальную электроотрицательность (СММ), либо содержащие в своем составе насыщающий элемент (SiC). В соответствии со своим положением в ряду напряжений силикокальций обеспечивает только формирование слоя с концентрацией углерода 0,45%.
Массоперенос кремния. Выбор электролита для проведения процесса силицирования проводился с учетом диаграмм плавкости систем, строения и свойств компонентов. В основе низкой жидкотекучести и электропроводности системы на основе Na2O – SiO2, применяемой для проведения процесса жидкостного силицирования, лежит ее комплексная структура с высокой долей ковалентных связей. Комплексы системы ![]() n или
n или ![]() m, как правило, объединяются в цепочки (полимеризуются), образуя прочный каркас. Ионы же натрия помещаются в различных «дырах» стеклообразной решетки у односторонне связанных с кремнием атомов кислорода. Повышение жидкотекучести и электропроводности было достигнуто добавлением в расплав метасиликатов веществ с ионным типом связей (галогенидов щелочных металлов), которые уменьшают прочность связей Si – O. Помимо этого хлориды и фториды Na и К снижают температуру плавления метасиликата и расширяют температурный интервал проведения процесса силицирования. При необходимости проведения этого процесса в интервале температур 550 – 7000С следует выбирать электролиты на основе тройной эвтектики галогенидов щелочных металлов Li, Na и K с добавками окиси кремния или метасиликата в количестве 30 – 40% по массе. Оптимальным составом, обеспечивающим высокое содержание кремния в расплаве, является тройная эвтектика метасиликатов Li, Na и K с добавками 10 – 15% галогенидов этих же металлов с общим анионом.
m, как правило, объединяются в цепочки (полимеризуются), образуя прочный каркас. Ионы же натрия помещаются в различных «дырах» стеклообразной решетки у односторонне связанных с кремнием атомов кислорода. Повышение жидкотекучести и электропроводности было достигнуто добавлением в расплав метасиликатов веществ с ионным типом связей (галогенидов щелочных металлов), которые уменьшают прочность связей Si – O. Помимо этого хлориды и фториды Na и К снижают температуру плавления метасиликата и расширяют температурный интервал проведения процесса силицирования. При необходимости проведения этого процесса в интервале температур 550 – 7000С следует выбирать электролиты на основе тройной эвтектики галогенидов щелочных металлов Li, Na и K с добавками окиси кремния или метасиликата в количестве 30 – 40% по массе. Оптимальным составом, обеспечивающим высокое содержание кремния в расплаве, является тройная эвтектика метасиликатов Li, Na и K с добавками 10 – 15% галогенидов этих же металлов с общим анионом.
В работе построены ряды напряжений для следующих систем (% по массе):
- 90- 80% Na2SiO3 + 15% NaCl;
- 70% K2SiO3 + 30% Na2SiO3;
- 28% LiF + 12% NaF + 49% KF + 13% SiO2 (Na2SiO3).
Первый электролит применялся для силицирования при температуре более 9000С, второй и третий в интервале температур 550 – 10500С.
Основным недостатком силицированных слоев является их высокая пористость, снижение которой нами достигалась путем одновременного осаждения с кремнием циркония, марганца и редкоземельных металлов. Легирование получаемых слоев обеспечивалось за счет самопроизвольного переноса этих элементов при анодном процессе, протекающем на поверхности порошковых добавок.
В качестве электрохимических восстановителей (порошковых добавок) применяли силикоцирконий, силикомарганец, силикокальций, лигатуры Р70, КМ, РК30, СММ, составы которых приведены ранее, а также лигатуру – силикостронций, содержащую (% по массе): 65% Si + 25% Sr + ост. Fe.
Кинетика процесса силицирования исследовалась на стали 10 на установленных оптимальных размерах частиц порошков. Наиболее толстые слои образовались при использовании лигатур Каси и КМ, основу которых составляет кремний (Таблица 3). Однако эти слои содержали большое количество (до 50%) хрупкой α'-фазы. При легировании силицированных слоев Zr, Mn и редкоземельными металлами (при использовании силикоциркония, силикомарганца и Р70) образовывались меньшие по толщине, но качественные слои, не содержащие пор.
Таблица 3 - Влияние вида электрохимического восстановителя на характеристики массопереноса при силицировании
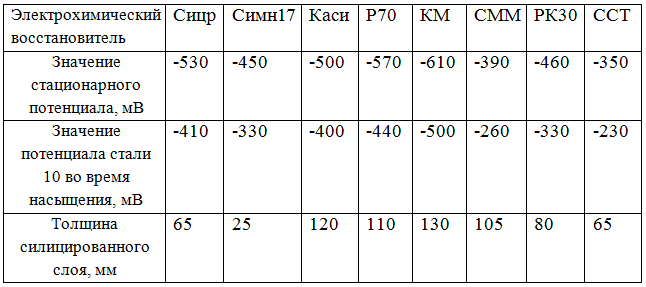
Представленные результаты (таблица 3) относятся к составу, содержащему (% по массе): 63% K2SiO3 + 27% Na2SiO3 + 5% NaCl + 5% NaCl. Силицирование стали 10 проводилось при 9500С в течение 4 ч. Стационарные электродные потенциалы Fe, Si и упорядоченного твердого раствора Si в Fe равны φFe = 100 мВ, φSi = -330 мВ, φFe3Si = -170 мВ, соответственно по отношению к угольно-кислородному электроду сравнения.
Заключение. Проведенное исследование доказывает общность массопереноса в расплавленных электролитах при химико-термической обработке. Образование защитных диффузионных покрытий сопровождается работой короткозамкнутых микрогальванических элементов при протекании анодной стадии на поверхности порошковой добавки (анодного активизатора) и катодной стадии на поверхности обрабатываемого материала. Более того, интенсивность массопереноса определяется разностью стационарных электродных потенциалов обрабатываемого материала и выбранной порошковой добавки. Массоперенос более электроотрицательного металла на обрабатываемую поверхность без наличия контакта между металлической поверхностью и порошковой добавкой является частным случаем основного механизма, при этом интенсивность массопереноса резко снижается по мере удаления этих поверхностей. Во всех случаях массоперенос осуществляется в режиме самоорганизации посредством ионов низших валентностей, которые являются диссипативной структурой самоорганизации.
Литература
- Чернов Я.Б., Анфиногенов А.И., Шуров Н.И. Борирование сталей в ионных расплавах. Екатеринбург: УрО РАН, 2001, 114 с.
- Долманов Ф.В. Исследование одновременного насыщения железа и стали некоторыми элементами 3, 4, и 6 групп. //Дисс. канд. техн. наук: - Мн.: 1968. – 158 с.
- Крукович М.Г. Исследование жидкостных безэлектролизных процессов химико-термической обработки. //Дисс. канд. техн. наук: - Мн.: БПИ, 1974. – 298 с.
- Крукович М.Г. Разработка теоретических и прикладных аспектов управления структурой и свойствами борированных слоев и их использование при производстве транспортной техники. //Дисс….. докт. техн. наук: - Москва, 1995. – 416 с.
References
- Chernov Ja.B., Anfinogenov A.I., Shurov N.I. Borirovanie stalej v ionnyh rasplavah. Ekaterinburg: UrO RAN, 2001, 114 s.
- Dolmanov F.V. Issledovanie odnovremennogo nasyshhenija zheleza i stali nekotorymi jelementami 3, 4, i 6 grupp. //Diss. kand. tehn. nauk: - Mn.: 1968. – 158 s.
- Krukovich M.G. Issledovanie zhidkostnyh bezjelektroliznyh processov himiko-termicheskoj obrabotki. //Diss. kand. tehn. nauk: - Mn.: BPI, 1974. – 298 s.
- Krukovich M.G. Razrabotka teoreticheskih i prikladnyh aspektov upravlenija strukturoj i svojstvami borirovannyh sloev i ih ispol'zovanie pri proizvodstve transportnoj tehniki. //Diss….. dokt. tehn. nauk: - Moskva, 1995. – 416 s.